Pytanie 1
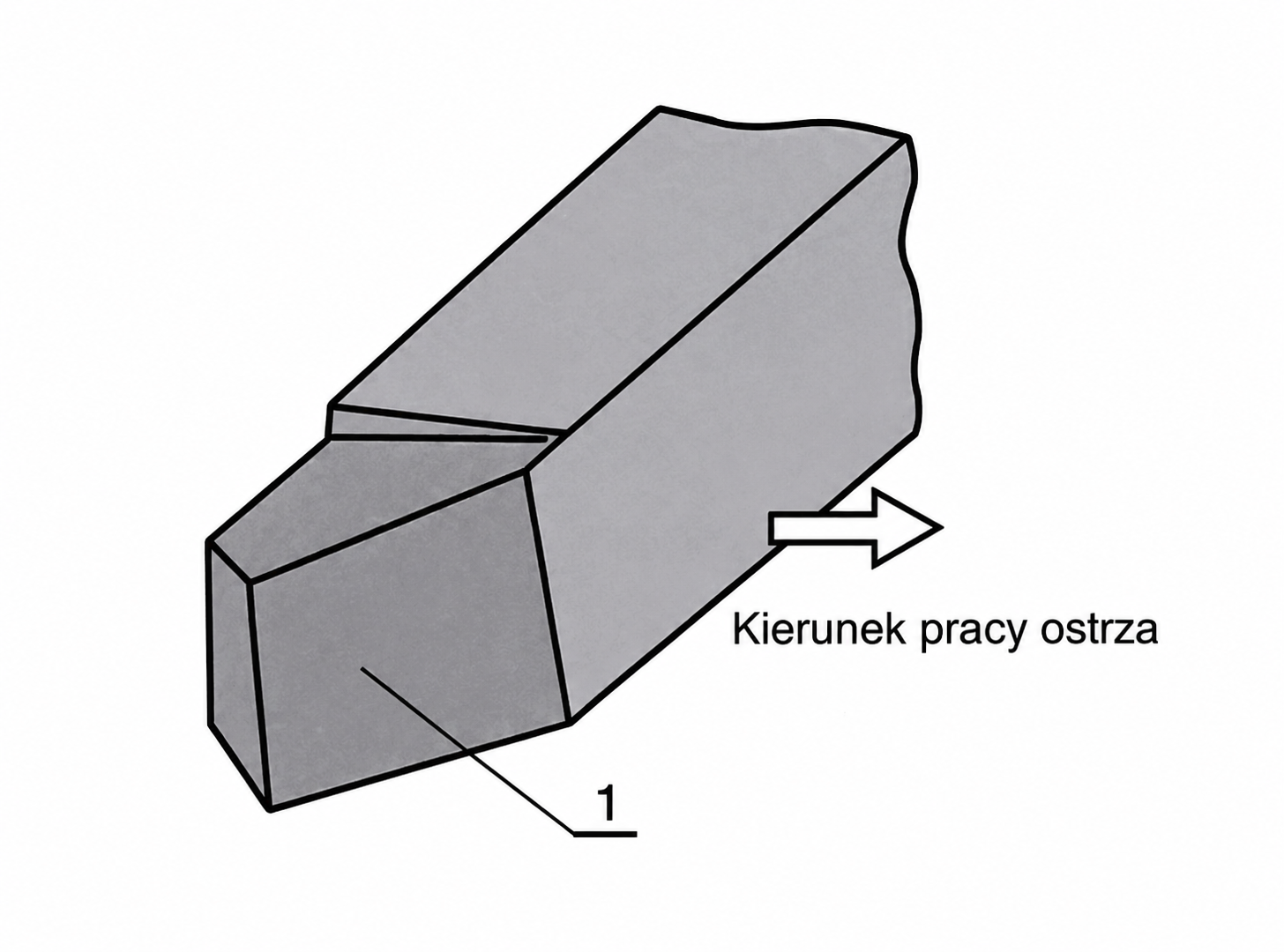
Na rysunku noża tokarskiego strzałką oznaczona jest powierzchnia

A. górna trzonka noża.
B. przyłożenia.
C. pomocnicza przyłożenia.
D. natarcia.
Jak wybrałeś błędną odpowiedź, to może być tak, że nie do końca rozumiesz terminologię narzędzi skrawających. Powierzchnia pomocnicza ma swoje ważne zadanie, ale nie jest tym samym co natarcie. Ona ma wspierać stabilność narzędzia w trakcie obróbki, a nie skrawać materiał. Powierzchnia przyłożenia styka się z obrabianym przedmiotem, ale nie odprowadza wiórów. I ta odpowiedź o górnej trzonka noża też jest nietrafiona, bo trzonek to głównie uchwyt narzędzia w obrabiarce, a nie skrawający element. Często ludzie mylą te funkcje, a to prowadzi do nieefektywnego doboru narzędzi. Znajomość tych różnic jest naprawdę istotna dla precyzyjnej obróbki i utrzymania jakości produkcji.