Pytanie 1
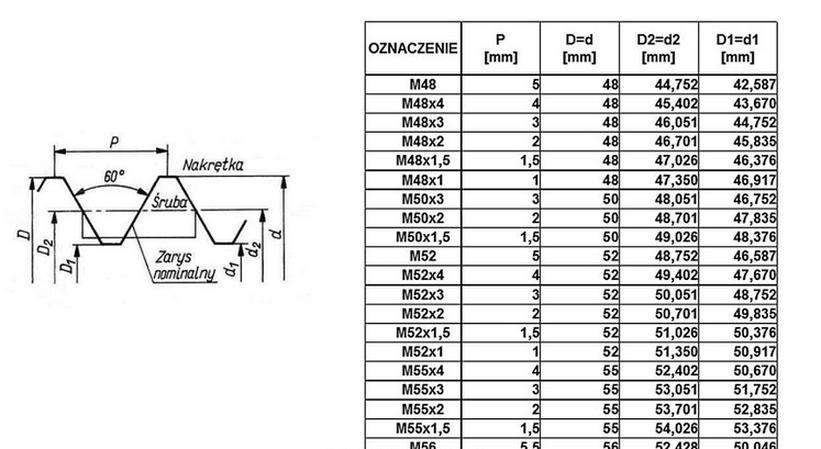
Który fragment sterującego programu zawiera dane umożliwiające wykonanie gwintu M16 o skoku 2 mm?
| N25 G1 X13.5 Z-10 N30 G0 X16 N35 G33 Z-40 F2 N40 G0 X25 Fragment A. |
| N25 G1 X13.5 Z-10 N30 G0 X13.5 N35 G63 Z-40 N40 G0 X20 Fragment B. |
| N25 G1 X13.5 Z-10 N30 G0 X13.5 N35 G33 Z-40 F2 N40 G0 X20 Fragment C. |
| N25 G1 X13.5 Z-10 N30 G0 X13.5 M5 N35 G33 Z-40 F2 N40 G0 X25 Fragment D. |
A. Fragment D.
B. Fragment C.
C. Fragment B.
D. Fragment A.
Fragment C jest poprawny, ponieważ zawiera komendę G33 Z-40 F2, co oznacza nacinanie gwintu o skoku 2 mm. Komenda G33 jest standardem w programowaniu CNC, używaną do nacinania gwintów. Parametr Z-40 wskazuje głębokość nacinania gwintu, a F2 określa prędkość posuwu. W przypadku gwintu M16, istotne jest, aby skok gwintu wynosił dokładnie 2 mm, co jest zgodne z wymaganiami technicznymi dla tego typu gwintu. W praktyce, precyzyjne ustawienie tych parametrów jest kluczowe dla uzyskania wymaganego kształtu oraz wymiarów gwintu, co bezpośrednio wpływa na jego funkcjonalność w zastosowaniach mechanicznych. Zaleca się również korzystanie z symulacji w programach CAD/CAM w celu wizualizacji procesu nacinania, co pozwala na wcześniejsze wychwycenie potencjalnych błędów przed rzeczywistym wykonaniem operacji na maszynie.