Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 27/40 punktów (67,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
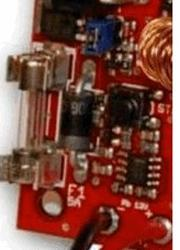
Skrót THT (Through-Hole Technology) odnosi się do metody montażu
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie jest przeznaczenie przyłącza oznaczonego literą T na zaworze hydraulicznym 4/2, które ma oznaczenia A, B, P oraz T?
Stal niskostopowa zawierająca składniki takie jak krzem, mangan, chrom oraz wanad, cechująca się podwyższoną ilością krzemu, znajduje zastosowanie w produkcji
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Po przeprowadzeniu napraw w szafie sterowniczej numerycznej obrabiarki, pracownik doznał porażenia prądem. Jest nieprzytomny, lecz oddycha. W pierwszej kolejności, po odłączeniu go od źródła prądu, powinno się wykonać następujące kroki:
Jakie urządzenie umożliwia pomiar temperatury łopat sprężarki o ruchu obrotowym?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
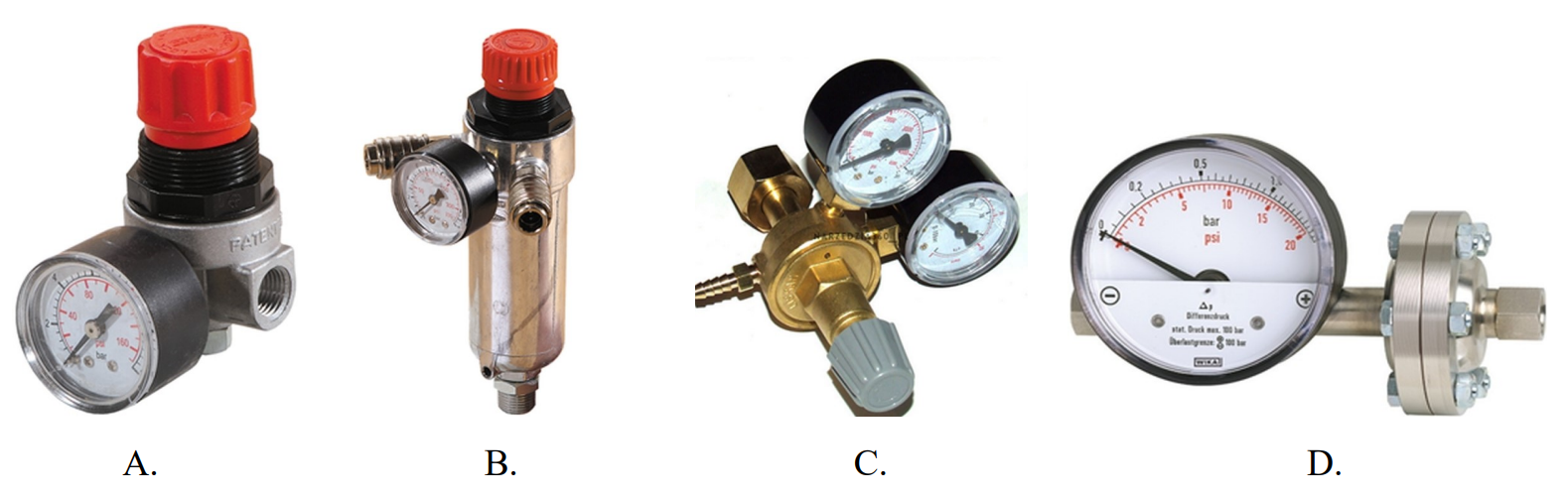
Który z przedstawionych na rysunkach podzespołów urządzenia pneumatycznego zapewnia redukcję ciśnienia i zatrzymanie cząstek stałych w układzie zasilania sprężonym powietrzem?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
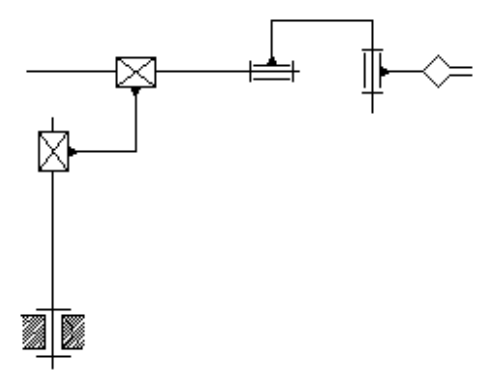
Ile napędów jest zastosowanych w manipulatorze, którego schemat przedstawiono na rysunku?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie jest moment obrotowy na wale silnika synchronicznego o mocy 3,14 kW przy prędkości obrotowej 3000 obr/min?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodę nie wykorzystuje się do wykrywania błędów transmisji danych w sieciach komunikacyjnych?
Środek gaśniczy, który może być zastosowany do likwidacji wszystkich kategorii pożarów i nie powoduje znacznych, nieodwracalnych uszkodzeń, na przykład w przypadku gaszenia sprzętu komputerowego, to
System napędowy, który składa się z silnika prądu przemiennego zasilanego przez falownik, działa poprawnie, gdy wzrost częstotliwości napięcia zasilającego prowadzi do
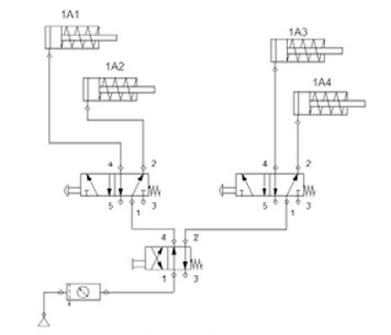
W układzie pneumatycznym przedstawionym na rysunku po włączeniu zasilania jako pierwszy wysunie się siłownik oznaczony symbolem
Która z wymienionych właściwości komponentów systemów automatyki, stosowanych w liniach produkcyjnych, ma kluczowe znaczenie przy projektowaniu linii do konfekcjonowania rozcieńczalników do farb i lakierów?
Wskaż gatunek stali, z której należy wykonać niepodatne na korozję żaroodporne ramię robota przemysłowego.
Na rysunku przedstawiono zawór rozdzielający przystosowany do sterowania

Siłownik, zasilany sprężonym powietrzem o ciśnieniu roboczym 8 barów, działa z prędkością 50 cykli na minutę i zużywa 1,4 litra powietrza w trakcie jednego cyklu. Jakie parametry powinna mieć sprężarka tłokowa do zasilania siłownika?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodę łączenia metali należy wybrać, gdy maksymalna temperatura w trakcie łączenia nie może przekroczyć 450OC?
Którą czynność powinien wykonać użytkownik podczas uruchamiania komercyjnej wersji programu Proficy iFIX po ukazaniu się przedstawionego na rysunku komunikatu, aby program działał dłużej niż 2 godziny?

Czujnik Pt 100 pokazany na ilustracji służy do pomiaru
Którego narzędzia należy użyć do demontażu bezpiecznika z urządzenia, którego fragment przedstawiono na rysunku?
Jak należy przeprowadzić połączenie wciskowe skurczowe piasty z wałkiem?
Na rysunku przedstawiono

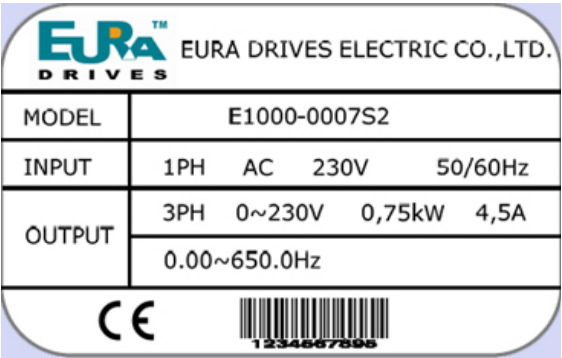
Na podstawie przedstawionej tabliczki znamionowej przemiennika częstotliwości określ jego maksymalną częstotliwość wyjściową.
Podczas naprawy pieca indukcyjnego pracownik doznał poparzenia ramienia. Jaką pomoc powinien otrzymać w pierwszej kolejności?
Który rodzaj beztłokowego siłownika pneumatycznego przedstawiono na rysunku?

Ilustracja przedstawia proces

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.