Pytanie 1
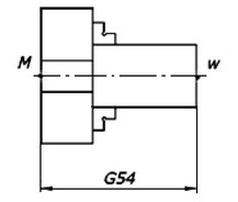
Przedstawiony symbol graficzny jest oznaczeniem podpory

A. wahliwej.
B. samonastawnej.
C. regulowanej.
D. ruchomej.
Odpowiedź "samonastawna" jest jak najbardziej trafna. Ten symbol, który widzisz, wyraźnie wskazuje na podporę samonastawną. Te podpory projektuje się tak, żeby przenosiły obciążenia, ale nie tworzyły momentów gnących. Dzięki temu mogą się elastycznie dostosowywać do przemieszczeń w konstrukcjach. W inżynierii budowlanej podpory samonastawne są super przydatne, szczególnie w mostach oraz budynkach, które muszą radzić sobie z jakimiś osiadań gruntu. Żeby to dobrze działało, muszą być dobrze zaprojektowane i wzięte pod uwagę w analizach, tak jak w normach budowlanych, takich jak Eurokod 2. Często inżynierowie łączą je z innymi elementami konstrukcji, żeby poprawić nośność i stabilność.