Pytanie 1
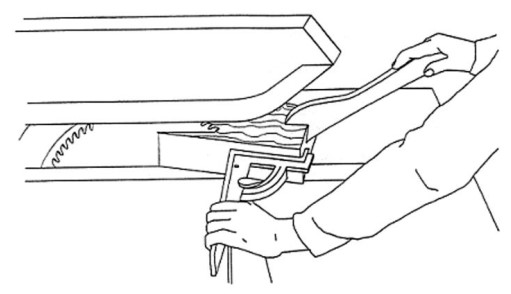
Przyczyną pojawienia się wybłyszczenia powierzchni, niekiedy związanej z jej przypaleniem, elementu obrabianego na strugarce wyrównawczej jest
A. nadmierna wysokość tylnego wałka
B. nadmierna wysokość przedniego wałka
C. stępienie noży oraz przerwy w ruchu posuwowym
D. zbyt duży nacisk na przedni walec posuwowy
Stępienie noży w procesie obróbki skrawaniem jest jednym z kluczowych czynników wpływających na jakość powierzchni obrabianego elementu. Kiedy noże są stępione, ich zdolność do skutecznego cięcia jest ograniczona, co prowadzi do nadmiernego tarcia materiału obrabianego o ostrze. To zjawisko może powodować wybłyszczenie powierzchni, gdyż materiał nie jest efektywnie usuwany, a zamiast tego zostaje zgrzany i wygładzony przez wysoką temperaturę, co może prowadzić do przypalenia. Dobre praktyki w zakresie konserwacji narzędzi skrawających obejmują regularne sprawdzanie ostrości noży oraz ich wymianę w odpowiednich odstępach czasu, co przyczynia się do utrzymania wysokiej jakości obróbki. Przykładem może być stosowanie systemów monitorowania zużycia narzędzi, które potrafią zidentyfikować moment, w którym noże wymagają wymiany. Utrzymywanie odpowiednich parametrów obróbczych, takich jak prędkość posuwu i głębokość skrawania, również wpływa na minimalizowanie ryzyka wybłyszczenia i przypalenia, co jest kluczowe dla jakości finalnego produktu.