Pytanie 1
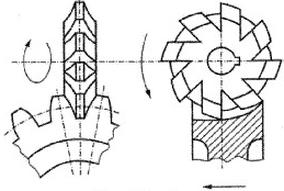
Rysunek przedstawia
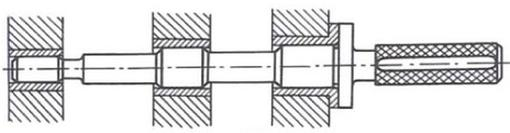
A. metodę pomiaru bicia promieniowego wałka po montażu.
B. operację rozwiercania kilku łożysk ślizgowych w korpusie.
C. metodę sprawdzania współosiowości łożysk ślizgowych w korpusie.
D. operację przeciągania łożysk ślizgowych w korpusie.
Twoja odpowiedź jest poprawna. Rysunek przedstawia metodę sprawdzania współosiowości łożysk ślizgowych w korpusie. W tej metodzie kluczowym elementem jest wałek pomiarowy, który przechodzi przez otwory łożysk umieszczonych w korpusie. Użycie wałka pomiarowego jako elementu referencyjnego umożliwia ocenę, czy łożyska są odpowiednio wycentrowane. W praktyce, jeśli łożyska są idealnie współosiowe, wałek będzie swobodnie przechodził przez wszystkie otwory, co przekłada się na prawidłową pracę mechanizmu i minimalizację zużycia. Problemy ze współosiowością mogą prowadzić do zwiększonego tarcia, co z kolei może skutkować przedwczesnym zużyciem łożysk oraz niestabilnością pracy maszyn. W branży inżynieryjnej i produkcyjnej, zgodność z normami i standardami dotyczącymi współosiowości jest kluczowa dla zapewnienia efektywności i niezawodności urządzeń. Zastosowanie tej metody w praktyce pozwala na wczesne wykrywanie błędów montażowych i zapewnienie wysokiej jakości końcowego produktu.