Pytanie 1
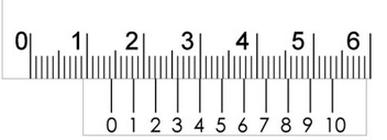
Korzystając z zależności ft = p • n (gdzie p oznacza skok gwintu), oblicz posuw minutowy ft przy toczeniu gwintu, którego parametry przedstawione są na wyświetlaczu układu pomiarowego tokarki. Obroty wrzeciona tokarki wynoszą n = 300 obr./min.

A. 150 mm/min
B. 300 mm/min
C. 450 mm/min
D. 200 mm/min
Aby poprawnie obliczyć posuw minutowy <i>f<sub>t</sub></i> podczas toczenia gwintu, kluczowe jest zrozumienie, że polega on na pomnożeniu skoku gwintu (p) przez liczbę obrotów wrzeciona (n). W tym przypadku, gdzie skok gwintu wynosi 1.5 mm, a obroty wrzeciona osiągają wartość 300 obr./min, stosujemy wzór: <i>f<sub>t</sub></i> = p • n, co daje <i>f<sub>t</sub></i> = 1.5 mm • 300 obr./min = 450 mm/min. Praktyczne zastosowanie tego obliczenia jest istotne w procesach produkcyjnych, gdzie precyzyjne parametry skrawania wpływają na jakość wykonania detali. W przemyśle CNC, znajomość posuwu minutowego jest niezbędna do optymalizacji czasu obróbczej oraz minimalizacji zużycia narzędzi, co z kolei wpływa na rentowność produkcji. Dobrą praktyką jest również regularne monitorowanie skoku gwintu oraz obrotów, aby dostosować parametry obróbcze do wymagań projektu.