Pytanie 1
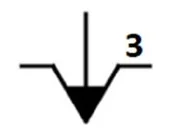
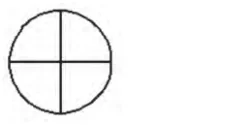
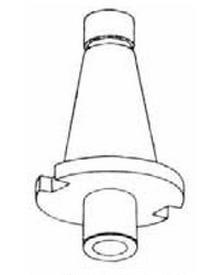
Do mocowania nawiertaka należy zastosować oprawkę narzędziową przedstawioną na rysunku
A. A.
B. D.
C. B.
D. C.
Oprawka narzędziowa oznaczona literą "A" jest odpowiednia do mocowania nawiertaka, ponieważ jest to uchwyt zaciskowy, który umożliwia pewne i stabilne trzymanie narzędzi o cylindrycznych trzonach. W praktyce, takie uchwyty są powszechnie stosowane w obróbce skrawaniem, gdzie precyzyjne mocowanie narzędzi jest kluczowe dla jakości wykonanej pracy. W przypadku nawiertaków, które często wykorzystuje się do wiercenia otworów w różnych materiałach, odpowiednie mocowanie ma wpływ na dokładność i wydajność procesu. Używanie uchwytów nieprzeznaczonych do danego typu narzędzi może prowadzić do ich uszkodzenia oraz obniżenia jakości wykonanego otworu. Standardy branżowe, takie jak ISO 2340, określają wymagania dotyczące uchwytów narzędziowych, co dodatkowo podkreśla znaczenie stosowania właściwego mocowania. Warto również dodać, że uchwyty zaciskowe charakteryzują się łatwością w użyciu, co pozwala na szybką wymianę narzędzi, co jest niezbędne w produkcji seryjnej.