Pytanie 1
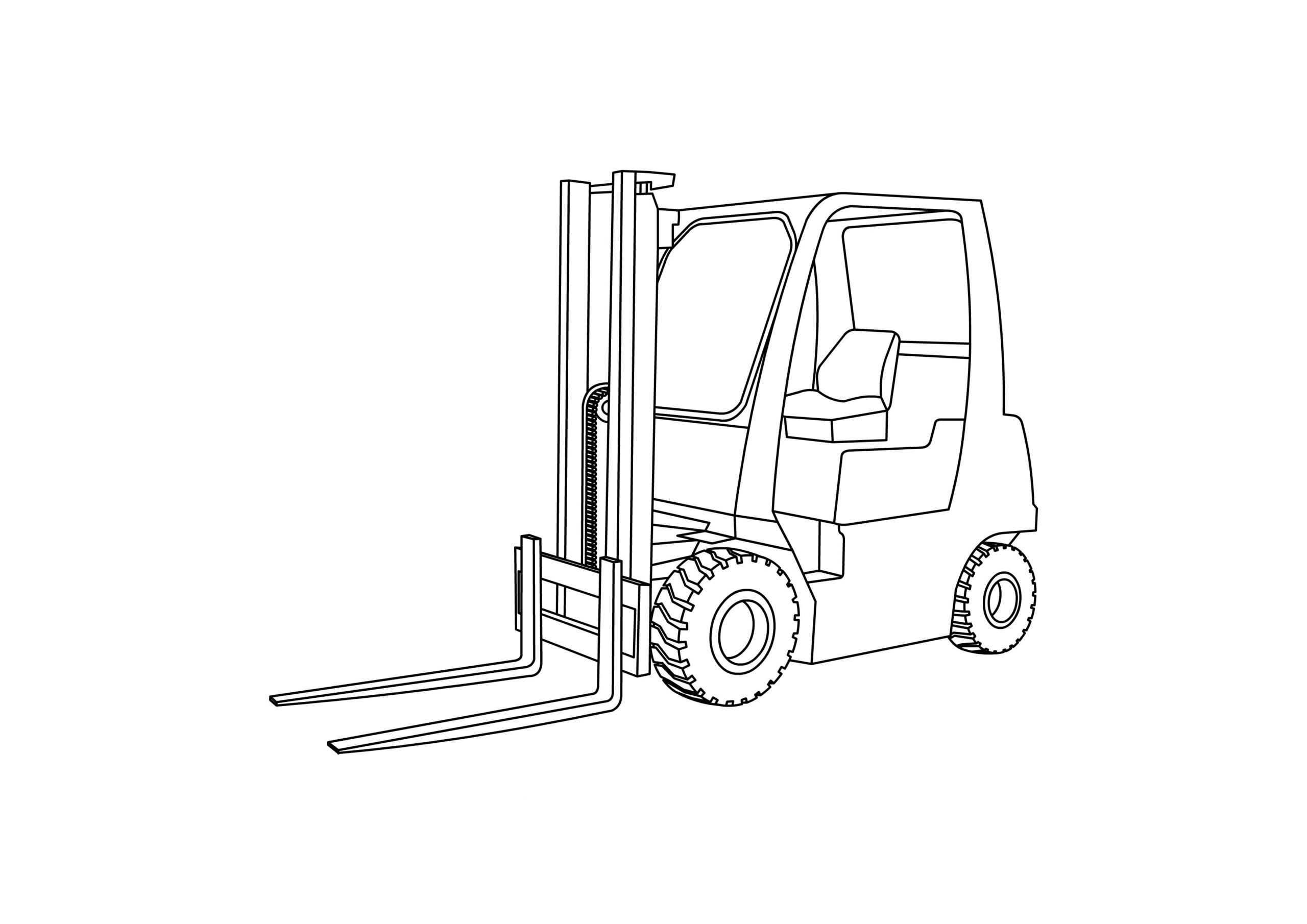
Rysunek przedstawia wózek
A. unoszący.
B. unoszący boczny.
C. unoszący ręczny.
D. widłowy.
Wybór odpowiedzi 'widłowy' jest prawidłowy, ponieważ na przedstawionym rysunku widoczny jest wózek widłowy, który jest kluczowym narzędziem w logistyce i magazynowaniu. Wózki widłowe, wyposażone w widły, są projektowane przede wszystkim do podnoszenia oraz transportowania ciężkich ładunków, takich jak palety z towarami. Ich zastosowanie jest niezwykle szerokie - używane są w magazynach, centrach dystrybucji oraz na placach budowy. Wózki widłowe umożliwiają efektywne zarządzanie przestrzenią, dzięki zdolności do transportu towarów na różne wysokości, co jest konieczne w środowisku o wysokiej intensywności pracy. Warto również zwrócić uwagę na normy bezpieczeństwa regulujące eksploatację wózków widłowych, takie jak OSHA (Occupational Safety and Health Administration) w Stanach Zjednoczonych, które wymagają regularnych szkoleń dla operatorów oraz odpowiedniej konserwacji sprzętu. Osoby pracujące z tymi maszynami muszą posiadać odpowiednie certyfikaty, co potwierdza ich umiejętności w bezpiecznym i efektywnym użytkowaniu wózków widłowych.


