Pytanie 1
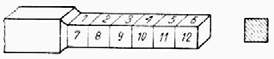
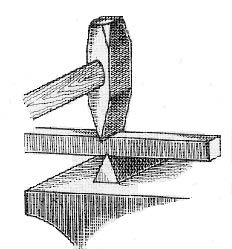
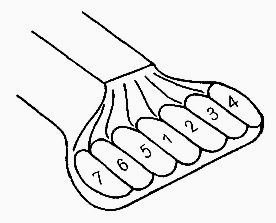
Na zamieszczonym rysunku paleniska kowalskiego, kotlina oznaczona jest numerem
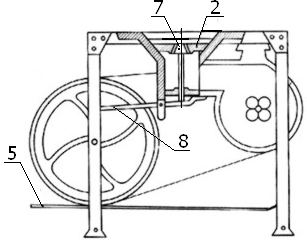
A. 7
B. 8
C. 5
D. 2
Wybór innego numeru niż 2 nie oddaje prawidłowo, czym jest kotlina w palenisku kowalskim. Często myli się ją z innymi elementami, które mogą wyglądać na równie istotne na rysunku technicznym. Na przykład numer 5 oznacza zazwyczaj podstawę konstrukcji – to element odpowiedzialny za stabilność paleniska, nie ma jednak bezpośredniego wpływu na proces wygrzewania metalu. Numer 7 bywa utożsamiany z dyszą powietrzną lub częścią wlotową, która rozprowadza powietrze od miecha, a nie z kotliną. Z kolei numer 8 wskazuje na mechaniczne części napędu, zwykle związane z ruchem miecha lub koła pędnego, a nie z samą strefą podgrzewania metalu. Mylenie tych elementów wynika czasem z uproszczonego podejścia do rysunku technicznego albo z braku doświadczenia praktycznego – takie pomyłki zdarzają się, gdy ktoś patrzy na urządzenie z perspektywy ogólnej konstrukcji, a nie funkcjonalnych detali. W branży uważa się, że poprawna identyfikacja kotliny jest fundamentem wiedzy zarówno dla operatorów, jak i przyszłych kowali. Praktyka warsztatowa pokazuje, że pomylenie kotliny z inną częścią prowadzi do nieefektywnej pracy, złego rozmieszczenia wsadu czy nawet do niepotrzebnej utraty ciepła. Dobre zrozumienie rysunków technicznych i regularne ćwiczenie tej umiejętności to podstawa – zwłaszcza że normy branżowe, np. według PN-EN, wymagają od pracowników jednoznacznego rozpoznawania elementów kluczowych dla procesu. Warto więc przy analizie takich rysunków zwracać uwagę właśnie na funkcje, a nie tylko na kształt czy położenie elementów.