Pytanie 1
Flotacyjnie nie wzbogaca się
A. rudy miedzi.
B. węgla kamiennego.
C. piasku płukanego.
D. rudy monacytu.
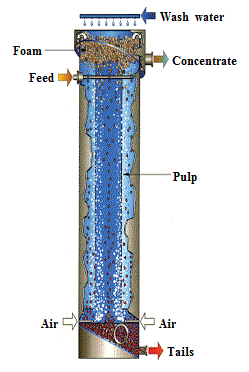
Piasek płukany rzeczywiście nie jest materiałem, który wzbogaca się flotacyjnie. Wynika to z charakterystyki samego surowca oraz zastosowań tej metody. Flotacja opiera się na różnicach w powierzchniowych właściwościach ziaren, głównie hydrofobowości i hydrofilowości, i służy do oddzielania od siebie różnych składników mineralnych, najczęściej tam, gdzie występują domieszki rud metali lub siarki. Piasek płukany to produkt uzyskiwany w procesie płukania żwiru i piasku naturalnego, w którym celem jest usunięcie frakcji pylastych i gliniastych, nie zaś rozdział minerałów w oparciu o ich właściwości powierzchniowe. Flotacja byłaby tu nieefektywna i całkowicie nieuzasadniona technologicznie. W praktyce przemysłowej do oczyszczania piasku stosuje się procesy takie jak płukanie, przesiewanie oraz klasyfikacja hydrauliczna. Moim zdaniem, w polskich kopalniach kruszywa nikt nawet nie rozważa flotacji piasku, bo to zwyczajnie niepotrzebne – i zbyt kosztowne, i nieprzystające do charakteru zanieczyszczeń. Warto pamiętać, że flotacja jest natomiast nieodzowna przy wzbogacaniu wielu rud metali: miedzi, cynku, ołowiu czy nawet węgla kamiennego, ale nie dotyczy to piasków używanych np. w budownictwie czy drogownictwie. To taka branżowa oczywistość, która jednak czasem potrafi zmylić.