Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 31/40 punktów (77,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
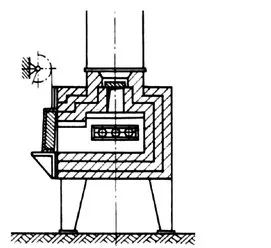
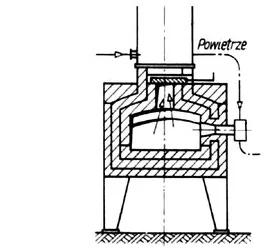
Który rodzaj pieca do nagrzewania wsadu przed obróbką plastyczną przedstawiono na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W karcie technologicznej określono, że średnica walcowanych na gorąco prętów powinna wynosić \( \phi = 50_{-0,4}^{+0,3} \, \text{mm} \). Która z podanych średnic prętów nie spełnia tego warunku?
Które z wymienionych ceramicznych materiałów wykazują charakter chemiczny zasadowy?
Aby zmniejszyć twardość stali, konieczne jest wykonanie odpuszczania średniego, które realizuje się w temperaturach
Wskaż na podstawie tabeli wartości współczynników ciągnienia w procesie wykonywania wytłoczek, jeżeli grubość blachy s = 1,6 mm, a średnica krążka D = 320 mm.
| Współczynnik ciągnienia | Stosunek s/D x 100% | ||||
|---|---|---|---|---|---|
| 2,0÷1,5 | 1,5÷1,0 | 1,0÷0,6 | 0,6÷0,3 | 0,3÷0,15 | |
| m₁ | 0,50 | 0,53 | 0,55 | 0,58 | 0,60 |
| m₂ | 0,75 | 0,76 | 0,78 | 0,79 | 0,80 |
| m₃ | 0,78 | 0,79 | 0,80 | 0,81 | 0,82 |
Jaki metal jest produkowany na dużą skalę w metodzie ISP (ang. Imperial Smelting Process)?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
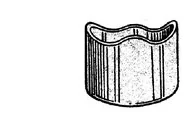
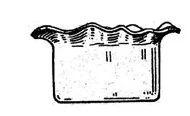
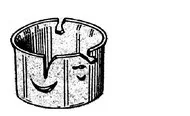
Wadę wyrobu tłoczonego, która powstaje gdy zastosuje się zbyt mały nacisk dociskacza przedstawiono na rysunku oznaczonym literą
Jaki materiał wsadowy powinien być użyty do wytwarzania drutu metodą zimnego ciągnienia?
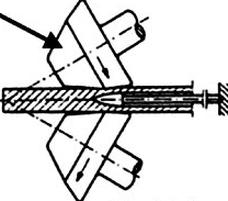
Strzałka na schemacie przedstawiającym walcowanie tulei w walcarkach skośnych wskazuje walec
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na którym rysunku zilustrowano wadę wyrobu tłoczonego, powstającą przy zbyt dużej szczelinie między matrycą i stemplem?

Które urządzenie jest używane do kontroli jakości powierzchni walcowanych blach stalowych?
Ile stearynianu cynku należy dodać do 1 250 kg proszku żelaza, jeżeli środek poślizgowy powinien wynosić
0,3 ÷ 0,6% wagi proszku?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wskaź, jaki jest kluczowy składnik surowca wykorzystywanego do produkcji krzemionkowych materiałów odpornych na wysoką temperaturę?
Wykorzystując metody elektrolityczne do ochrony powierzchni metalu przed korozją, można uzyskać powłokę ochronną
Które z wymienionych w tabeli materiałów należy stosować do wyłożenia pieca pracującego przy wysokim obciążeniu w temperaturze przekraczającej 1 700°C.
| Rodzaj materiałów | Temperatura topnienia, °C | Temperatura mięknięcia pod obciążeniem 200 kPa, °C |
|---|---|---|
| A. Szamotowe | 1 580÷1 780 | 1 250÷1 500 |
| B. Magnezytowe | > 2 000 | 1 350÷1 680 |
| C. Forsterytowe | > 2 000 | 1 590÷1 675 |
| D. Grafitowe | > 2 000 | 1 900÷2 000 |
Odczytaj z tabeli, jaka jest zalecana temperatura nagrzewania i wygrzewania sprężyn wykonanych ze stali 50S2 przed hartowaniem oraz który ośrodek chłodzący należy stosować przy hartowaniu.
| Zalecane warunki obróbki cieplnej | |||
|---|---|---|---|
| Znak stali | Temperatura hartowania ± 10°C | Ośrodek chłodzący | Temperatura odpuszczania ± 30°C |
| 50S | 800 | woda | 380 |
| 40S2 | 840 | woda | 430 |
| 50S2 | 870 | woda | 460 |
| 55S2 | 870 | olej | 460 |
| 50HSA | 850 | olej | 520 |
Jak należy przygotować wsad w postaci blach walcowanych na gorąco przed procesem walcowania blach cienkich na zimno?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką obróbkę cieplną powinno się wykonać po przeprowadzeniu nawęglania?
W tabeli podano wynik analizy składu chemicznego próbki, pobranej w trakcie wytopu 500 kg stali.
Ile molibdenu należy wprowadzić do pieca, aby zwiększyć zawartość tego pierwiastka do 3%?
| Zawartość pierwiastka, % cz. wag. | ||||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Mo | |
| 0,04 | 0,30 | 0,33 | 0,011 | 0,010 | 23,05 | 6,1 | 1,8 | |
Piec stosowany do nagrzewania końcówek pręta przedstawia schemat oznaczony literą
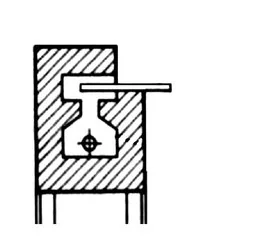
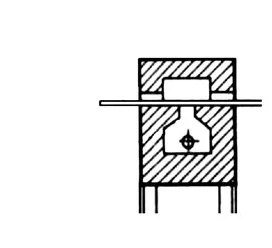
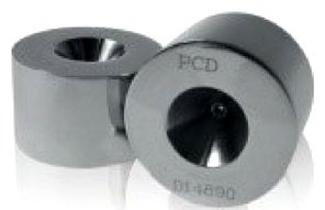
Które narzędzia stanowiące oprzyrządowanie urządzeń do obróbki plastycznej przedstawiono na rysunku?
Które z wymienionych w tabeli medium rozpylające należy stosować przy wytwarzaniu proszków Sn i Pb.
| Medium rozpylające | Rozpylany materiał |
|---|---|
| A. Powietrze | surówka, żeliwo, cynk, stal węglowa, cyna, ołów, miedź |
| B. Azot | aluminium, nikiel, miedź, brązy, stal nierdzewna, |
| C. Argon | stal szybkotnąca, superstopy na bazie niklu lub kobaltu |
| D. Woda | żeliwo, stal, brązy, cynk |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który rodzaj przenośnika, stosowanego do transportowania nagrzanego wsadu, przedstawiono na rysunku?

Który rodzaj pieca przedstawiono na rysunku?

Który z podanych procesów rafinacji metali polega na oksydacji zanieczyszczeń?
Który z wymienionych substancji stosuje się jako topnik w procesie spiekania w piecu wielkopiecowym, gdy skała macierzysta rud żelaza posiada charakter kwaśny?
W tabeli podano ilość operacji poszczególnych płyt odcinaka dwutaktowego, po wykonaniu których należy przeprowadzić przeglądy lub naprawy oprzyrządowania. Którą płytę należy najczęściej poddawać przeglądom i naprawom?
| Czynność | Ilość wykonanych operacji | |||
|---|---|---|---|---|
| Płyta | ||||
| tnąca | stemplowa | głowicowa | prowadząca | |
| Przegląd techniczny | 500 | 1 000 | 2 000 | 1 000 |
| Naprawa bieżąca | 750 | 1 250 | 3 000 | 1 500 |
| Naprawa średnia | 1 000 | 1 500 | 4 000 | 2 000 |
| Naprawa główna | 1 250 | 1 750 | 5 000 | 2 500 |
Które urządzenie do nagrzewania wyrobów w procesie obróbki cieplnej przedstawiono na fotografii?
