Pytanie 1
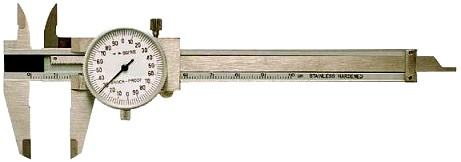
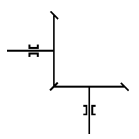
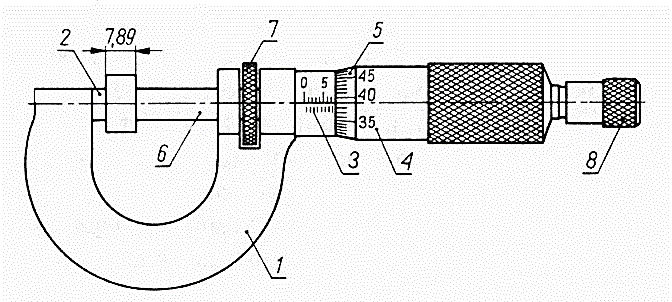
Którą cyfrą oznaczono zacisk ustalający na rysunku mikrometru?
A. 2
B. 1
C. 7
D. 8
Cyfra 7 na rysunku mikrometru wskazuje zacisk ustalający – to właśnie ten element umożliwia zablokowanie wrzeciona w konkretnej pozycji podczas pomiaru. Moim zdaniem to jeden z najbardziej niedocenianych, a jednocześnie bardzo przydatnych elementów w codziennej pracy z mikrometrem. Zacisk ustalający, znany też jako dźwignia zaciskowa albo śruba blokująca, pozwala na unieruchomienie wrzeciona po uzyskaniu właściwego pomiaru, dzięki czemu można spokojnie odczytać wynik – nawet jeśli musisz oderwać rękę od przyrządu albo przekazać mikrometr innej osobie. W praktyce spotykam się z tym, że wielu uczniów lekceważy ten detal, a on naprawdę robi różnicę, jeśli chodzi o powtarzalność i precyzję odczytów. W standardach przemysłowych (np. PN-EN ISO 3611) zaleca się stosowanie zacisku podczas pomiarów wymagających dużej dokładności, zwłaszcza gdy mierzymy małe elementy lub serie detali. Przy dobrze ustawionym zacisku nie grozi nam przesunięcie wrzeciona i zafałszowanie wyniku. Co ciekawe, w nowszych modelach mikrometrów część producentów ulepsza ten element, by można go było obsługiwać jedną ręką. Warto wyrobić sobie nawyk korzystania z zacisku, bo to naprawdę wpływa na powtarzalność i wiarygodność pomiarów – szczególnie gdy działasz pod presją czasu albo w nie do końca komfortowych warunkach warsztatowych.