Pytanie 1
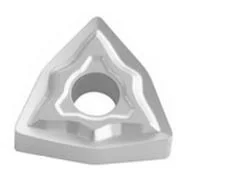
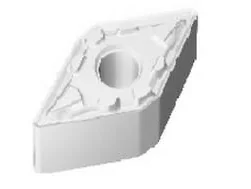
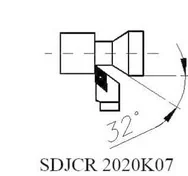
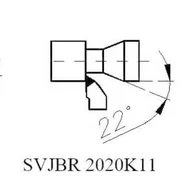
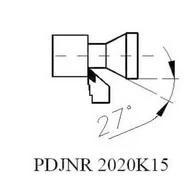
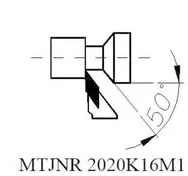
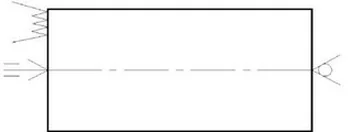
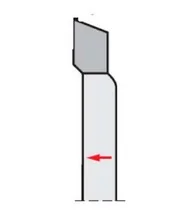
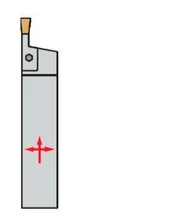
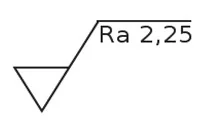
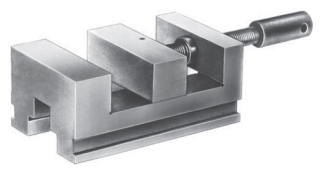
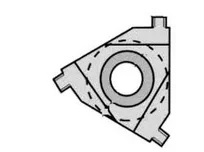
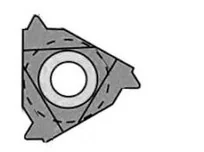
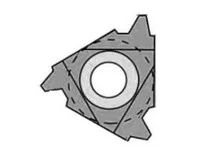
Który z przedstawionych symboli graficznych oznacza mocowanie na trzpieniu rozprężnym?
A. C.
B. D.
C. B.
D. A.
Niestety, wybrane symbol graficzny nie jest poprawny w kontekście mocowania na trzpieniu rozprężnym. Często zdarza się, że osoby identyfikujące symbole graficzne mylą je z innymi rodzajami mocowań, co prowadzi do błędnych wniosków. Na przykład, symbole, które mogą wyglądać podobnie, ale reprezentują inne metody mocowania, takie jak mocowanie gwintowe lub spawane, mogą być mylnie zinterpretowane. Ważne jest, aby zrozumieć, że każdy symbol ma swoje specyficzne znaczenie i zastosowanie. Z tego powodu znajomość odpowiednich standardów (np. ISO 128) jest kluczowa dla prawidłowego odczytu rysunków technicznych. W praktyce, błędne zrozumienie symboli może prowadzić do niewłaściwego doboru elementów mocujących, co z kolei może wpływać na stabilność i bezpieczeństwo konstrukcji. Kolejnym typowym błędem jest pomijanie kontekstu, w jakim dany symbol jest używany, co może powodować, że odpowiedzi, które wydają się właściwe w jednym przypadku, są zupełnie nieadekwatne w innym. Dlatego tak ważne jest nie tylko zapamiętywanie symboli, ale także ich zrozumienie w kontekście standardów branżowych oraz rzeczywistych zastosowań w inżynierii.