Pytanie 1
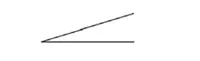
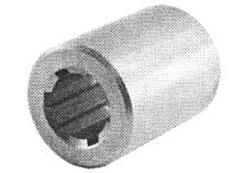
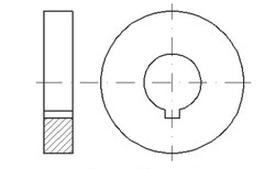
Którą obrabiarkę i narzędzie należy zastosować do wykonania rowka wpustowego w piaście koła przedstawionego na rysunku?
A. Tokarkę i nóż wytaczak.
B. Frezarkę poziomą i frez tarczowy.
C. Dłutownicę i nóż dłutownicy.
D. Frezarkę pionową i frez palcowy.
Wybranie dłutownicy oraz noża dłutownicy do wykonania rowka wpustowego w piaście koła jest najbardziej trafnym rozwiązaniem z kilku powodów. Dłutownice są specjalistycznymi maszynami obróbczych, które zostały zaprojektowane z myślą o precyzyjnej obróbce materiałów, w tym wykonywaniu różnego rodzaju rowków, w tym rowków wpustowych. Nóż dłutownicy, będący narzędziem o zdefiniowanej geometrii, umożliwia osiągnięcie dokładnych wymiarów i wysokiej jakości powierzchni obróbczej. W praktyce, zastosowanie dłutownicy w przemyśle motoryzacyjnym do produkcji kół i wałów napędowych pokazuje jej efektywność oraz standardy jakości, jakie można osiągnąć. Producenci często korzystają z dłutownic w procesach, gdzie precyzja jest kluczowa, a błędy w tolerancjach mogą prowadzić do poważnych konsekwencji eksploatacyjnych. Dłutownica, jako narzędzie do obróbki referencyjnej, zapewnia nie tylko dokładność wykonania, ale również możliwość obróbki skomplikowanych kształtów, co czyni ją niezastąpioną w nowoczesnym rzemiośle i przemyśle.