Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 24/40 punktów (60,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką linię powinno się narysować, aby pokazać zarysy widocznych przekrojów elementów maszyn?
Wskaż właściwy sposób odniesienia do zmiennej 64-bitowej w pamięci markerów sterownika PLC, której pierwsze osiem bitów ma adres w systemie dziesiętnym 14?
Podwyższenie częstotliwości napięcia zasilającego silnik indukcyjny klatkowy o 20 Hz spowoduje
Która z podanych zasad musi być przestrzegana przed przystąpieniem do konserwacji lub naprawy urządzenia mechatronicznego posiadającego oznaczenie przedstawione na rysunku?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który składnik gwarantuje stabilne unieruchomienie nurnika pionowo umiejscowionego siłownika w sytuacji awarii hydraulicznego przewodu zasilającego?
Jakim napięciem powinien być zasilany cyfrowy mikroprocesorowy regulator DCRK 12 przeznaczony do kompensacji współczynnika mocy w układach napędów elektrycznych, o danych znamionowych zamieszczonych w tabeli?
| Ilość stopni regulacji | 12 |
| Regulacja współczynnika mocy | 0,8 ind. – 0,8 pojem. |
| Napięcie zasilania i kontroli Ue | 380...415V, 50/60Hz |
| Roboczy zakres działania Ue | - 15% ... +10% Ue |
| Wejście pomiarowe prądu | 5 A |
| Typ pomiaru napięcia i prądu | RMS |
| Ilość wyjść przekaźnikowych | 12 |
| Maksymalny prąd załączenia | 12 A |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na tabliczce znamionowej silnika indukcyjnego symbol "S1" wskazuje na
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
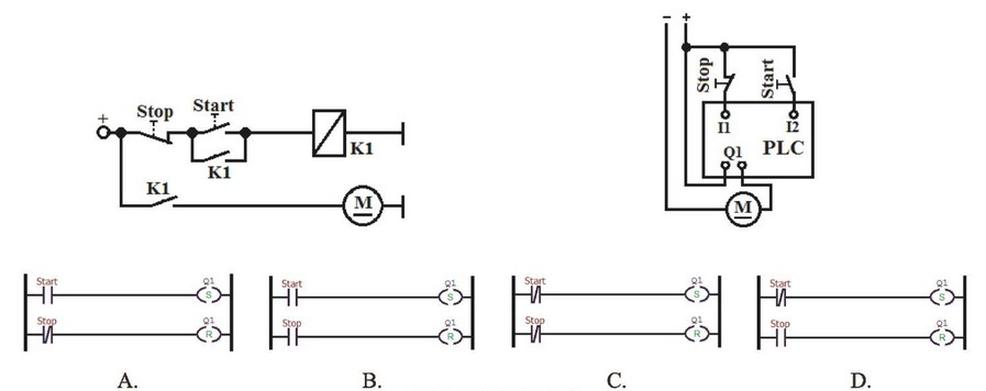
Układ przekaźnikowy z samopodtrzymaniem załączający silnik elektryczny małej mocy zastąpiono układem ze sterownikiem PLC. Który z programów wprowadzony do sterownika zapewni identyczne sterowanie silnikiem do sterowania realizowanego przez układ przekaźnikowy?
Który element graficzny języka LD umożliwia wykrycie zmiany stanu kontrolowanego obiektu z 0 na 1 (zbocza narastającego)?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
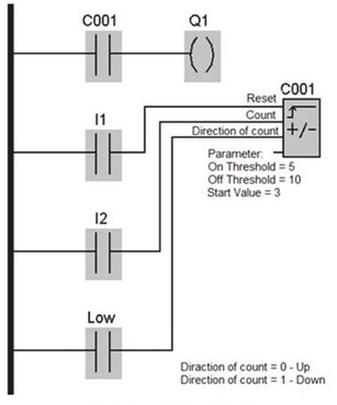
Jaka będzie reakcja sterownika, realizującego program przedstawiony na schemacie, na wciśnięcie przycisku zwiernego dołączonego do wejścia I1?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
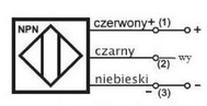
Wejście sterownika PLC, do którego podłączono czujnik o wyjściu NPN, musi reagować na sygnał napięciowy
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Która z poniższych czynności serwisowych nie jest konieczna do wykonania codziennie przed uruchomieniem szlifierki kątowej?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Do zobrazowania relacji między elementami i zespołami projektowanej maszyny wykorzystuje się rysunek
Z jakiego układu zasilania powinna być zasilana maszyna mechatroniczna, skoro na schemacie sieć zasilającą oznaczono symbolem 400 V ~ 3/N/PE?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Rozpoczynając konserwację instalacji światłowodowej, co należy wykonać w pierwszej kolejności?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
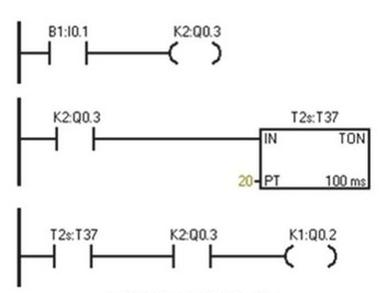
Jaką zmianę należy wprowadzić w zamieszczonym programie na sterownik PLC, aby po 2 s od włączenia sterownika w tryb RUN na wyjściu Q0.2 pojawił się stan wysoki?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z wymienionych przewodów należy zastosować w celu podłączenia sterownika wyposażonego w moduł komunikacyjny Ethernet do switcha przedstawionego na ilustracji?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W tabeli podano dane techniczne sterownika PLC. Jakim maksymalnym prądem można obciążyć sterownik, dołączając do jego wyjścia silnik?
| Dane techniczne | |
|---|---|
| Napięcie zasilające | AC/DC 24 V |
| Wejścia: Zakres dopuszczalny Przy sygnale „0" Przy sygnale „1" Prąd wejściowy | DC 20,4 ... 28,8 V maks. AC/DC 5 V min. AC/DC 12 V 2,5 mA |
| Wyjścia: Rodzaj Prąd ciągły | 4 przekaźnikowe 10 A - przy obciążeniu rezystancyjnym, 3 A - przy obciążeniu indukcyjnym |