Pytanie 1
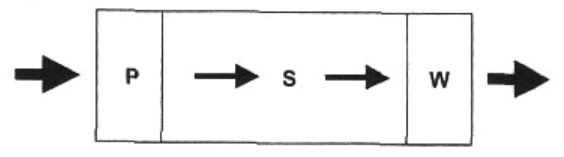
Układ technologiczny magazynu przedstawiony na rysunku to układ
A. mieszany.
B. kątowy.
C. przelotowy.
D. workowy.
Układ technologiczny magazynu przedstawiony na rysunku to układ przelotowy, ponieważ charakteryzuje się on jednostajnym przepływem towarów od punktu przyjęcia przez składowanie do punktu wydania. W takim układzie towary przemieszczają się w jednym kierunku, co pozwala na optymalizację procesów logistycznych. Przykładem zastosowania układu przelotowego może być magazyn w przedsiębiorstwie zajmującym się dystrybucją produktów spożywczych, gdzie szybkie i efektywne przemieszczanie towarów jest kluczowe dla świeżości i terminowości dostaw. Dobrym przykładem są także centra logistyczne, w których implementuje się systemy regałów przesuwanych, umożliwiających szybki dostęp do produktów. W praktyce układy przelotowe minimalizują czas potrzebny na obsługę magazynową, co jest zgodne z zasadami lean management, które promują eliminację marnotrawstwa i zwiększenie efektywności procesów.