Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 28/40 punktów (70,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
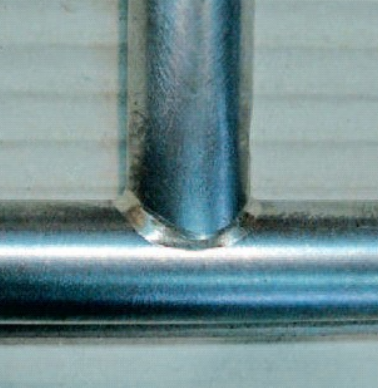
Którą technikę łączenia materiałów przedstawiono na rysunku?
Jakie z czynności związanych z wymianą oleju oraz filtrów w zasilaczu hydraulicznym powinno być zrealizowane jako ostatnie?
Jakie środki ochrony osobistej, oprócz kasku ochronnego, powinien założyć pracownik wykonujący konserwację wyłączonego z eksploatacji urządzenia mechatronicznego w hali produkcyjnej?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
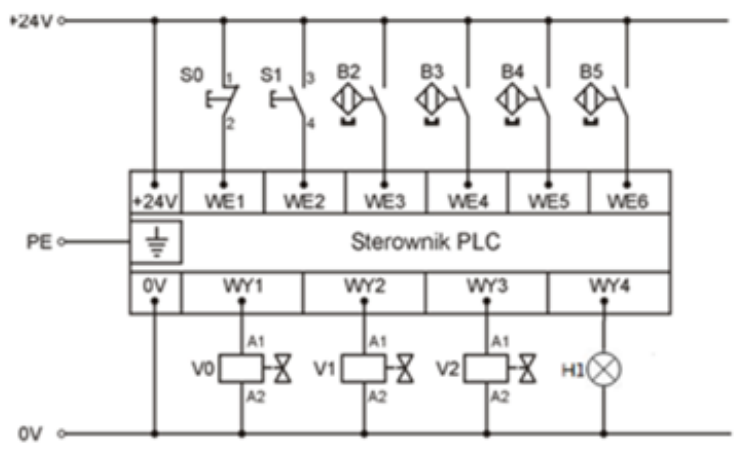
W układzie przedstawionym na ilustracji wykonano pomiary rezystancji pomiędzy punktem zasilania +24 V a kolejnymi punktami wejściowymi sterownika PLC. Otrzymane wyniki zapisano w tabeli. Które elementy (łączniki sterownicze, kontaktrony) powinny zostać wymienione?
| Mierzony odcinek | Wartość zmierzonej rezystancji |
|---|---|
| +24 V / WE1 | 1,02 Ω |
| +24 V / WE2 | ∞ |
| +24 V / WE3 | ∞ |
| +24 V / WE4 | 2,04 Ω |
| +24 V / WE5 | ∞ |
| +24 V / WE6 | 2,12 Ω |
Wartością tarcia wewnętrznego cieczy dla oleju smarnego jest
Na rysunku przedstawiono

Podsystem mechatroniczny prasy hydraulicznej został wyposażony w terminal HMI. To urządzenie nie pozwala jedynie
Którą z poniższych czynności należy regularnie przeprowadzać podczas serwisowania układu pneumatycznego?
Stal niskostopowa zawierająca składniki takie jak krzem, mangan, chrom oraz wanad, cechująca się podwyższoną ilością krzemu, znajduje zastosowanie w produkcji
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które z narzędzi należy zastosować do usuwania nadmiaru roztopionego lutu z miejsca lutowania?

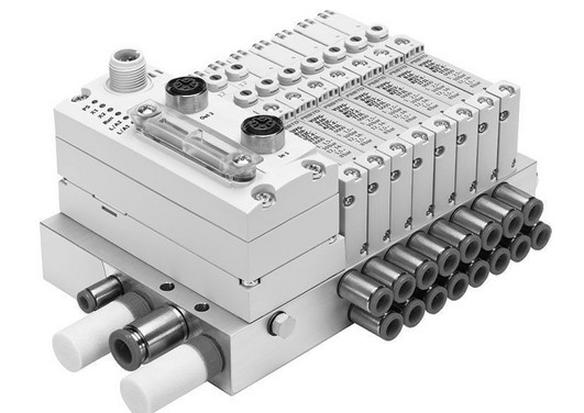
Co jest cechą charakterystyczną przedstawionej na fotografii wyspy zaworowej?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakim symbolem literowym określa się zmienną wyjściową w sterowniku PLC?
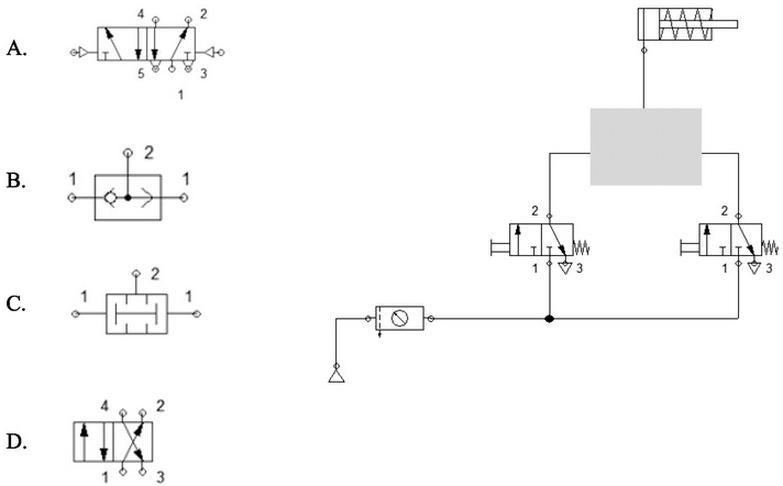
Wskaż zawór, który należy zamontować w miejsce szarego prostokąta, aby w układzie przedstawionym na schemacie zapewnić uruchomienie siłownika wyłącznie po jednoczesnym naciśnięciu obu zaworów rozdzielających.
Jaką czynność należy zrealizować w pierwszej kolejności, instalując oprogramowanie do programowania sterowników PLC?
Wskaż opis, który jest zgodny ze schematem.
Jakie czynności są charakterystyczne dla utrzymania układów pneumatycznych?
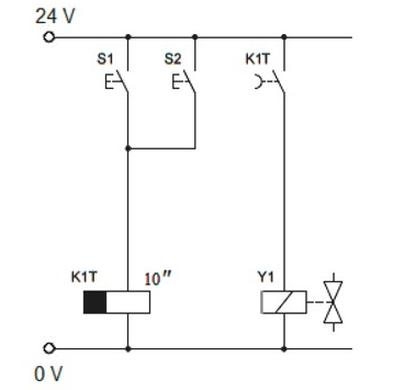
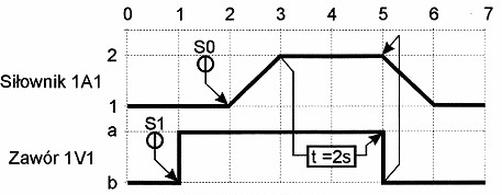
Zawór 1V1 przełączy się z pozycji a na b
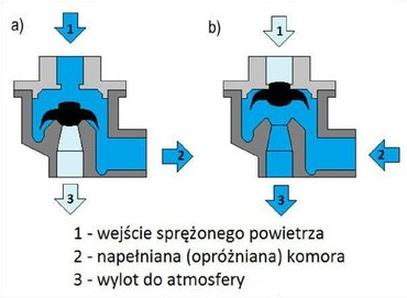
Na rysunku przedstawiono budowę oraz zasadę działania zaworu
Który rodzaj smaru powinien być zastosowany do lubrykantowania elementów wykonanych z plastiku?
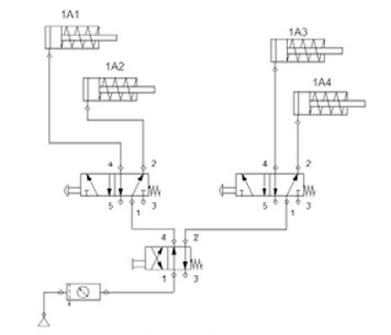
W układzie pneumatycznym przedstawionym na rysunku po włączeniu zasilania jako pierwszy wysunie się siłownik oznaczony symbolem
Którą czynność powinien wykonać użytkownik podczas uruchamiania komercyjnej wersji programu Proficy iFIX po ukazaniu się przedstawionego na rysunku komunikatu, aby program działał dłużej niż 2 godziny?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Falownik to urządzenie przetwarzające moc, które konwertuje prąd
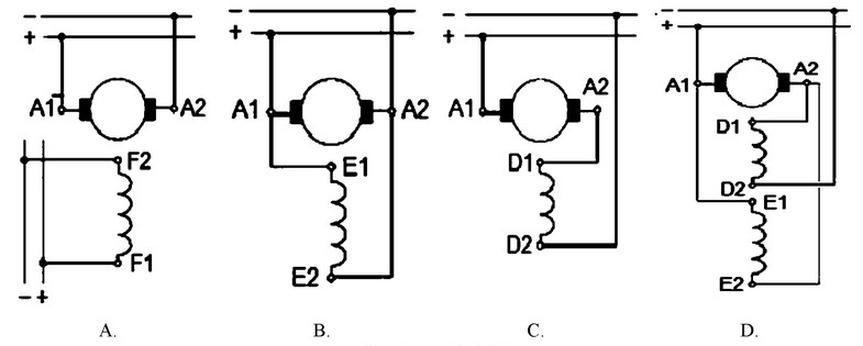
Który z przedstawionych schematów połączenia uzwojenia wzbudzenia silnika prądu stałego zrealizowany jest bocznikowo?
Siłownik, zasilany sprężonym powietrzem o ciśnieniu roboczym 8 bar, ma maksymalną liczbę cykli nmax = 50/min oraz zużywa 1,4 litra powietrza w trakcie jednego cyklu. Jakie parametry powinna mieć sprężarka tłokowa do zasilania tego siłownika?
Brak odpowiedzi na to pytanie.
Zgodnie z normami ochrony przeciwpożarowej, do gaszenia urządzeń elektrycznych pod napięciem przekraczającym 1000 V należy zastosować gaśnicę
Elektrozawór typu normalnie zamknięty o parametrach 230V AC, 50Hz, DN 3/8" FAF 61 mm, nie aktywuje się po podaniu napięcia znamionowego. Przystępując do serwisu elektrozaworu, trzeba najpierw wyłączyć napięcie zasilające, a następnie, w pierwszej kolejności
Jakie są etapy podstawowych cykli działania sterownika PLC?
W systemie mechatronicznym znajduje się 18 czujników cyfrowych, 4 przetworniki analogowe oraz 11 elementów wykonawczych działających w trybie dwustanowym. Jaką konfigurację modułowego sterownika PLC należy zastosować do zarządzania tym układem?
Brak odpowiedzi na to pytanie.
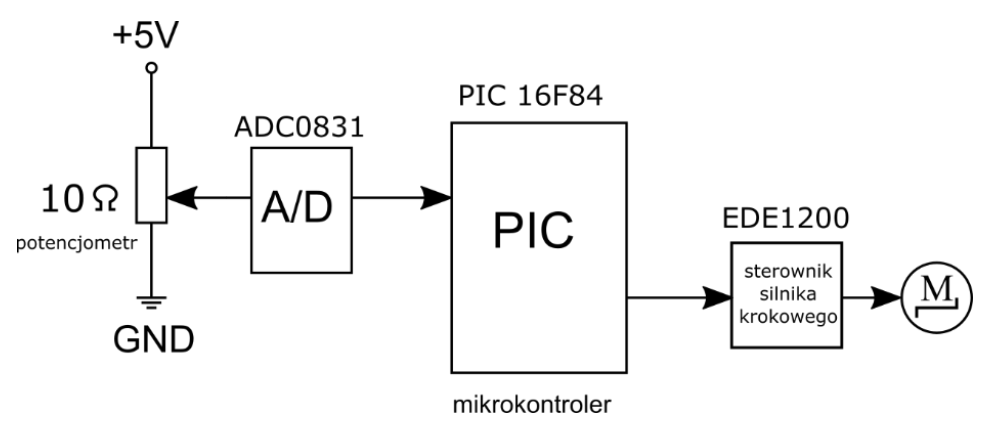
Ile minimalnie 8 bitowych portów we/wy powinien posiadać mikrokontroler PIC wyposażony w szeregowy
8-bitowy przetwornik analogowo-cyfrowy oznaczony ADC0831, aby można było zrealizować układ mechatroniczny przedstawiony na rysunku?
Taśmociąg, który jest napędzany trójfazowym silnikiem indukcyjnym, porusza się w kierunku przeciwnym do oczekiwanego. Co może być tego przyczyną?
Ile cyfrowych wejść i cyfrowych wyjść posiada sterownik przedstawiony na rysunku?

Proces osuszania polega na absorbowaniu wilgoci oraz oleju ze sprężonego powietrza przez środek osuszający