Pytanie 1
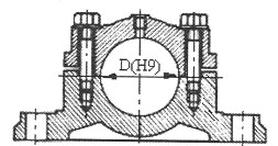
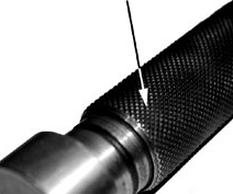
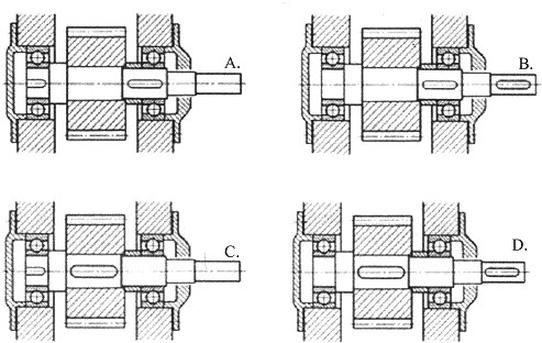
Jakie są prawidłowe kroki i rodzaj obróbki czopa wału pod łożysko z technologicznego punktu widzenia?
A. Toczenie zgrubne, toczenie kształtowe, toczenie wykańczające, szlifowanie
B. Toczenie powierzchni walcowej, toczenie czołowe, szlifowanie
C. Szlifowanie, honowanie, polerowanie
D. Planowanie powierzchni, nawiercanie, wytaczanie wykańczające
Odpowiedzi takie jak planowanie powierzchni, nawiercanie czy wytaczanie wykańczające po prostu nie pasują do obróbki czopa wału pod łożysko. Planowanie powierzchni to technika do robienia gładkich, płaskich powierzchni, co w przypadku cylindrycznych elementów, jak wały, nie ma sensu. Nawiercanie to już w ogóle inna bajka, bo zazwyczaj chodzi o robienie otworów, a tu mówimy o obróbce zewnętrznej geometrii. Wytaczanie wykańczające to też nie to, co potrzebujemy na etapie obróbki, bo w głównej mierze odnosi się do formowania otworów cylindrycznych, a nie powierzchni zewnętrznych. Z kolei takie procesy jak szlifowanie czy honowanie raczej pojawiają się na końcu, a nie zastępują toczenia na wcześniejszych etapach. Można się łatwo pogubić w tym wszystkim, ale warto zrozumieć, że każdy proces ma swoje miejsce i znaczenie. Pamiętaj, że pominięcie toczenia, które jest kluczowe przy obróbce wałów, sprawia, że całość może być niedoskonała.