Pytanie 1
Przyrząd przedstawiony na ilustracji jest przeznaczony do pomiaru
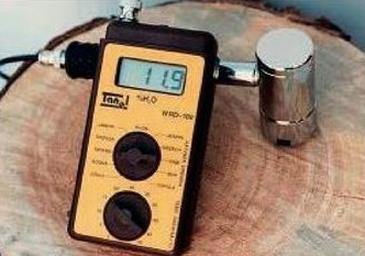
A. wilgotności drewna.
B. połysku drewna.
C. chropowatości drewna.
D. gęstości drewna.
Wilgotnościomierz, widoczny na ilustracji, to urządzenie niezbędne w wielu gałęziach przemysłu, które zajmują się drewnem. Jego głównym zadaniem jest dokładne określenie procentowej zawartości wilgoci w drewnie, co ma kluczowe znaczenie dla zapewnienia jakości materiałów budowlanych i stolarskich. Wysoka wilgotność drewna może prowadzić do rozwoju pleśni, gnicia czy deformacji, co z kolei obniża trwałość i estetykę finalnych produktów. W budownictwie, gdzie drewno jest często wykorzystywane jako materiał konstrukcyjny, zaleca się, aby jego wilgotność nie przekraczała określonych wartości, zwykle wynoszących 12-15%. W stolarstwie, kontrola wilgotności jest kluczowa, aby uniknąć problemów z warzeniem i lakierowaniem, co może prowadzić do kosztownych poprawek. Dzięki zastosowaniu wilgotnościomierza, profesjonaliści mogą dokładnie monitorować i regulować wilgotność drewna, a tym samym zapewnić jego odpowiednią jakość i trwałość w finalnych zastosowaniach.