Pytanie 1
Rysunek przedstawia
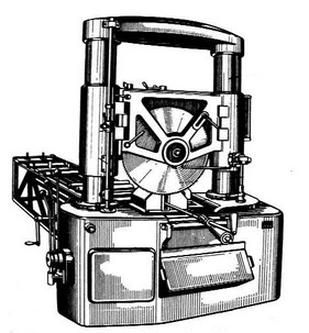
A. szlifierkę do wałków.
B. tokarkę tarczową.
C. piłę tarczową.
D. frezarkę poziomą.
Wybór odpowiedzi dotyczącej frezarki poziomej, tokarki tarczowej lub szlifierki do wałków wskazuje na pewne nieporozumienie dotyczące charakterystyki tych maszyn. Frezarka pozioma to narzędzie skrawające, które wykonuje ruch obrotowy wzdłuż poziomej osi, a jej podstawowym zadaniem jest frezowanie, czyli usuwanie materiału z powierzchni w celu nadania pożądanej formy. Tokarka tarczowa natomiast, będąca rodzajem tokarki, służy do obróbki materiałów cylindrycznych poprzez ich obracanie i przycinanie, co również różni się od funkcji piły tarczowej. Szlifierka do wałków jest dedykowana do wygładzania i wykańczania powierzchni wałków, co również nie ma zastosowania w kontekście cięcia materiałów. Wybór błędnej odpowiedzi może wynikać z mylnego postrzegania tych maszyn, gdzie na przykład można zauważyć, że wszystkie wymienione maszyny mają różne mechanizmy działania oraz zastosowania. Kluczowym błędem jest nieodróżnianie funkcji obróbczych, które każda z tych maszyn wykonuje. W praktyce, zrozumienie specyfiki działania maszyn obróbczych oraz ich zastosowania w przemyśle jest niezbędne dla prawidłowego wyboru narzędzi i metod obróbczych, co wpływa na efektywność produkcji.