Pytanie 1
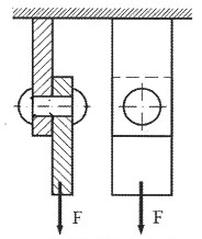
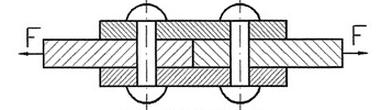
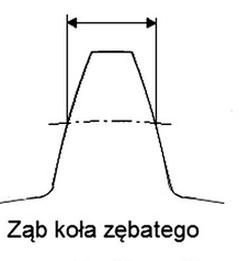
Który przyrząd należy zastosować do wykonania pomiaru wielkości przedstawionej na rysunku?
A. Mikrometru wewnętrznego.
B. Sprawdzianu dwugranicznego.
C. Suwmiarki uniwersalnej.
D. Suwmiarki modułowej.
Suwmiarka modułowa jest narzędziem zaprojektowanym specjalnie do pomiarów precyzyjnych w zastosowaniach mechanicznych, w tym do pomiaru szerokości zębów kół zębatych. Jej konstrukcja umożliwia dostosowanie do różnych wymiarów i geometrii elementów, co czyni ją idealnym wyborem do analizy wymiarów geometrycznych takich jak szerokości zębów. Przykładem zastosowania suwmiarki modułowej jest jej wykorzystanie w przemyśle motoryzacyjnym, gdzie precyzyjne pomiary zębów kół zębatych są kluczowe dla zapewnienia prawidłowego działania przekładni. Zgodnie z normami ISO, pomiary powinny być przeprowadzane z użyciem narzędzi, które zapewniają minimalny błąd pomiarowy, co w przypadku suwmiarki modułowej jest osiągalne dzięki jej konstrukcji i zastosowanym materiałom. Dodatkowo, suwmiarka modułowa pozwala na pomiar z wykorzystaniem różnych technik, takich jak pomiar zewnętrzny, wewnętrzny oraz głębokości, co zwiększa jej wszechstronność.