Pytanie 1
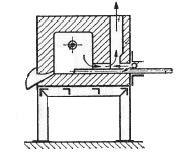
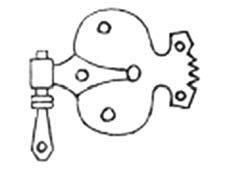
Na rysunku przedstawiono

A. kuźniarkę.
B. prasę do kucia swobodnego.
C. młot spadowy.
D. młot sprężarkowy.
Wiele osób myli kuźniarkę z innymi maszynami używanymi w procesach obróbki plastycznej metali, takimi jak prasa do kucia swobodnego, młot sprężarkowy czy młot spadowy, ale warto mieć jasność, czym te urządzenia się różnią. Prasa do kucia swobodnego to maszyna, która wykonuje powolny, ale bardzo precyzyjny nacisk, stosowana głównie do kucia dużych i masywnych elementów, gdzie nie zależy aż tak bardzo na wydajności, lecz bardziej na kontroli procesu i jakości odkuwki. W praktyce prasy są dużo masywniejsze, mają inną konstrukcję – często dominują tam ogromne tłoki oraz bardzo rozbudowany układ hydrauliczny bądź mechaniczny. Młot sprężarkowy zasadniczo opiera się na pracy tłoka poruszanego sprężonym powietrzem, co daje dynamiczne, szybkie uderzenia, ale z ograniczoną powtarzalnością i mniejszą kontrolą nad siłą nacisku. Taki sprzęt używany jest w mniejszych warsztatach, do produkcji jednostkowej lub małoseryjnej, gdzie ważniejsza jest elastyczność niż precyzja. Z kolei młot spadowy działa siłą grawitacji, gdzie ciężar opadający z góry uderza w materiał – to rozwiązanie chyba najstarsze, obecnie rzadko spotykane w nowoczesnych halach produkcyjnych, bo nie daje praktycznie żadnej powtarzalności i trudno tam o bezpieczeństwo pracy. Typowy błąd to utożsamianie każdej maszyny do kucia z młotem lub prasą, a tymczasem detale konstrukcyjne, układ sterowania i automatyzacja w kuźniarkach wyraźnie je wyróżniają. Moim zdaniem, jeśli ktoś zna schematy i normy dotyczące wyposażenia zakładów kuźniczych, bardzo szybko jest w stanie wychwycić te różnice. Zawsze warto patrzeć na konkretną budowę maszyny i jej zastosowania, bo to właśnie decyduje o właściwej klasyfikacji – a nie tylko ogólny wygląd czy potoczne określenia.