Pytanie 1
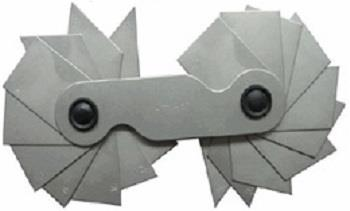
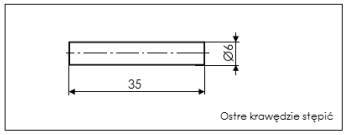
Do wykonania kołka, zgodnie z zamieszczonym rysunkiem, należy użyć piłki do cięcia metali oraz
A. pilnika.
B. młotka.
C. skrobaka.
D. przecinaka.
Wielu osobom może się wydawać, że do wykonania kołka wystarczy sięgnąć po młotek, przecinak czy skrobak, ale to niestety nie jest zgodne z dobrą praktyką warsztatową – przynajmniej jeśli mamy na myśli uzyskanie precyzyjnie wykonanego elementu zgodnie z rysunkiem technicznym. Młotek raczej kojarzy się z pracami montażowymi albo kształtowaniem blachy, ale nie nadaje się do wykończenia powierzchni po cięciu. Przecinak to narzędzie typowe do przecinania i odłupywania, głównie przy obróbce grubszego metalu, często z użyciem młotka, ale nie uzyskamy nim gładkiej powierzchni, a już na pewno nie zaokrąglimy nim krawędzi. Skrobak z kolei to sprzęt do bardzo precyzyjnego zbierania cienkich warstw materiału, stosowany raczej do końcowej obróbki płaszczyzn, gdzie istotna jest duża dokładność i gładkość, ale nie nadaje się do obróbki krawędzi po cięciu pręta. Typowy błąd polega na pomyleniu narzędzi do obróbki wykańczającej z tymi, które służą do obróbki zgrubnej albo demontażu. Prawidłowy tok postępowania zakłada, że po przecięciu pręta piłką do metalu, gdzie powierzchnia jest nierówna i mogą powstawać ostre zadziory, sięgamy po pilnik, bo to narzędzie do nadawania dokładnych wymiarów i stępiania ostrych krawędzi. To nie tylko kwestia estetyki, ale też bezpieczeństwa podczas dalszego wykorzystania elementu. W praktyce przemysłowej i szkolnej pilnik jest nieodłącznym narzędziem przy wykańczaniu takich detali, co potwierdzają zarówno instrukcje BHP, jak i podręczniki zawodu.