Pytanie 1
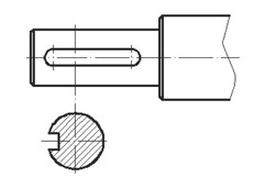
Którym znakiem chropowatości nie oznacza się skrawanych powierzchni kutego ramienia korby?

A. C.
B. B.
C. D.
D. A.
Wybór niepoprawnej odpowiedzi wskazuje na częsty problem z zrozumieniem symboliki chropowatości, która jest kluczowa w procesach obróbczych. Oznaczenie powierzchni skrawanych, takie jak A, C czy D, różni się od symbolu B, który odnosi się do metod obróbczych, w których nie stosuje się skrawania. Powierzchnie skrawane wymagają zastosowania odpowiednich narzędzi i technik, które zapewniają pożądany poziom chropowatości. Często mylone są także różne procesy obróbcze, co prowadzi do błędnych wniosków. Na przykład, niektóre osoby mogą pomylić obróbkę skrawaniem z obróbką ścierną, co powoduje, że myślą, iż wszystkie symbole chropowatości są stosowane zamiennie. Jednakże, każdy symbol ma swoje specyficzne zastosowanie i powinien być używany zgodnie z europejskimi normami EN ISO 1302, które precyzują zasady oznaczania chropowatości powierzchni. Zrozumienie różnic pomiędzy tymi symbolami jest niezbędne w projektowaniu i produkcji, aby zapewnić odpowiednią jakość i funkcjonalność części mechanicznych, jak ramiona korby, które muszą wytrzymywać duże obciążenia w trakcie pracy.