Pytanie 1
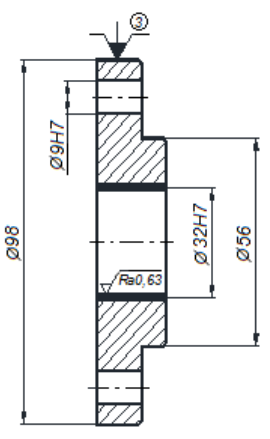
W celu wykonania otworu stopniowanego na tokarce uniwersalnej (wg rysunku) należy użyć w kolejności następujący zestaw narzędzi:

A. wiertło, nawiertak, rozwiertak.
B. nóż tokarski wytaczak, nawiertak, wiertło.
C. nawiertak, wiertło, nóż tokarski wytaczak.
D. rozwiertak, nawiertak, wiertło.
Korzystając z nawiertaka na początku procesu, precyzyjnie określamy środek otworu, co jest kluczowe dla dalszych etapów obróbki. Następnie wiertło pozwala na wykonanie otworu o pożądanej średnicy, co stanowi fundament dla dalszej obróbki. Ostatnim elementem procesu jest użycie noża tokarskiego wytaczaka, który umożliwia precyzyjne wytaczanie otworu stopniowanego zgodnie z rysunkiem technicznym. Taka kolejność narzędzi nie tylko zapewnia dokładność wykonania, ale również minimalizuje ryzyko uszkodzenia materiału. W praktyce, każdy z tych narzędzi ma swoje specyficzne zastosowanie i znaczenie, co sprawia, że ich właściwe użycie jest podstawą dobrej praktyki w obróbce skrawaniem. Warto zaznaczyć, że zgodność z normami branżowymi, takimi jak ISO dla narzędzi skrawających, pozwala na uzyskanie lepszej jakości obrabianych detali oraz wydajności produkcji.