Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 29/40 punktów (72,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie narzędzia powinno się wykorzystać do zmierzenia bicia promieniowego wałka?
W jakiej maszynie używane jest narzędzie o formie koła zębatego?
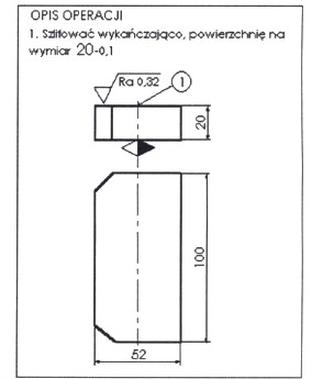
Do kontroli powierzchni oznaczonej zamieszczonym symbolem należy zastosować

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Aby wykonać operację zgodnie z przedstawionym szkicem obróbki do zamocowania przedmiotu obrabianego należy użyć
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Uruchomienie obrabiarki CNC w trybie pracy automatycznej "blok po bloku" wymaga naciśnięcia przy w kolejności:

Przedstawiony symbol mocowania jest stosowany do oznaczenia

Położenie punktu zerowego formy obrabianej określa się przy użyciu funkcji
Z punktu widzenia programisty początek układu odniesienia do toczenia przedmiotu przedstawionego na rysunku najkorzystniej jest przyjąć w miejscu oznaczonym literą

Na podstawie danych z programu oraz wskazania pokrętła określ rzeczywistą wartość posuwu noża tokarskiego.

Właściwą część programu sterującego dla ruchu freza z punktu 1 do punktu 3 przedstawia zapis

Pokazany na zdjęciu frez trzpieniowy skrawający czołem najlepiej zastosować do obróbki

Wartości korekcyjne L1 i L2 noża tokarskiego przedstawionego na rysunku odnoszone są do punktu

Aby precyzyjnie umiejscowić imadło maszynowe na stole frezarki, wykorzystuje się
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wartości korekcyjne L1 = X, L2 = Z oraz promień R (tokarka CNC) powinny być określone dla
Na podstawie rysunku określ sposób ustalenia i zamocowania wałka.

W trybie jakim realizowane są ruchy pomocnicze lub nastawcze w obrabiarkach CNC?
Działka elementarna przedstawionego czujnika zegarowego wynosi

Pokazaną na zdjęciu tuleję rozprężną należy zastosować do mocowania

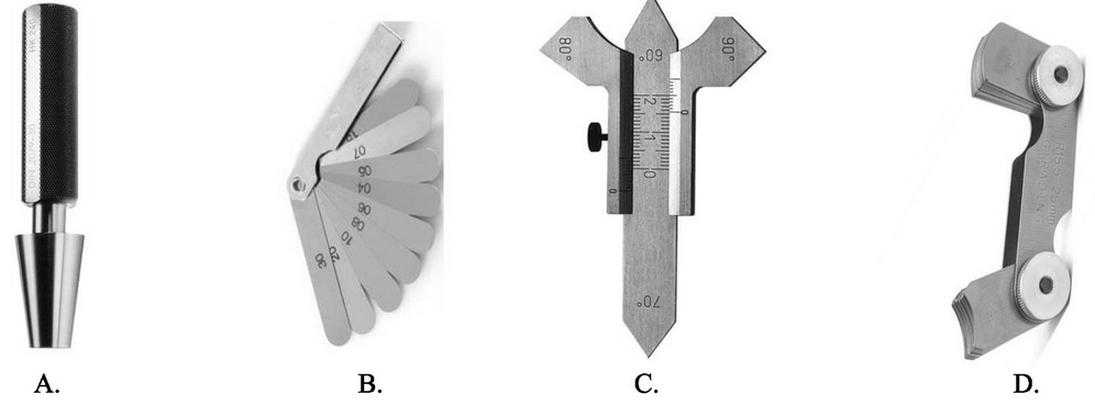
Sprawdzian służący do kontroli poprawności wykonania promienia zaokrąglenia przedstawia zdjęcie oznaczone literą
Ile wynosi długość czynnej krawędzi skrawającej dla kąta przystawienia Kr = 60° i głębokości skrawania ap= 5 mm? Skorzystaj z danych w tabeli.
| Kr | 95° | 95° | 93° | 90° | 75° | 72,5° | 63° | 60° | 45° |
| sin Kr | 0,996 | 0,996 | 0,999 | 1 | 0,966 | 0,954 | 0,891 | 0,866 | 0,707 |

Aby zweryfikować prostoliniowość prowadnic obrabiarki, należy zastosować
Odczyt wskazania suwmiarki zgodnie z przedstawionym schematem wynosi

Która z podanych funkcji określa programowanie posuwu w mm/min?
Oblicz obroty wrzeciona (n) w tokarskiej maszynie podczas obróbki wałka o średnicy d = 100 mm, jeżeli prędkość skrawania wynosi vc = 157 m/min. Posłuż się wzorem: vc = π · d · n⁄1000
Na rysunku przedstawiono symbol graficzny będący oznaczeniem uchwytu tokarskiego

Który przyrząd obróbkowy stosuje się podczas wykonywania na frezarce pionowej otworów zgodnie z przedstawionym rysunkiem?

Na proces łamania wióra podczas obróbki przy użyciu płytki wieloostrzowej największy wpływ ma
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakiego rodzaju obrabiarki są najczęściej wykorzystywane w masowej produkcji gwintów zewnętrznych na prętach?
Jakie są korzyści płynące z szlifowania wałków bezkłowego w porównaniu do szlifowania kłowego?
Określ prędkość obrotową wrzeciona podczas wiercenia wiertłem krętym o średnicy Ø6 w żeliwie ciągliwym. Zalecana prędkość skrawania wynosi vc = 5 m/min.
Skorzystaj z zależności:
| Skorzystaj z zależności: n = 1000×vc/π×d |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Narzędzie przedstawione na rysunku służy do

Odczytaj wskazanie z przedstawionego na ilustracji mikromierza.

To urządzenie jest używane do skrawania powierzchni płaskich oraz kształtowych, takich jak gwinty, rowki czy koła zębate. Narzędzie na nim zamocowane wykonuje ruch obrotowy?
Na podstawie rysunku określ wartość przesunięcia punktu zerowego przedmiotu obrabianego.
