Pytanie 1
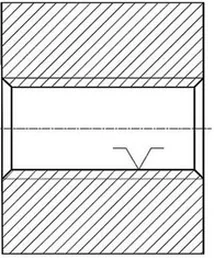
Zapis PN-EN ISO 6411-B2,5/8, stosowany na rysunkach technicznych, oznacza
A. nakiełków
B. otworów nieprzelotowych
C. mocowań w kłach
D. gwintowania
Oznaczenie PN-EN ISO 6411-B2,5/8 odnosi się do nakiełków, które są elementami stosowanymi w połączeniach mechanicznych, szczególnie w kontekście precyzyjnych montażów. Nakiełki, w przeciwieństwie do innych typów mocowań, są stosunkowo małe, ale odgrywają kluczową rolę w stabilizacji i zabezpieczeniu elementów konstrukcji. W praktyce inżynierskiej, poprawne zastosowanie nakiełków zapewnia nie tylko wytrzymałość połączeń, ale również umożliwia ich łatwe demontaż i ponowny montaż, co jest istotne w procesach serwisowych. Standard PN-EN ISO 6411 definiuje szczegółowe wymagania dotyczące wymiarów i tolerancji nakiełków, co jest niezwykle ważne w kontekście zapewnienia kompatybilności i niezawodności w aplikacjach inżynieryjnych. Przykładami zastosowania nakiełków mogą być różnego rodzaju urządzenia mechaniczne, gdzie precyzyjne połączenia są kluczowe dla funkcjonowania całego systemu. Właściwe zrozumienie i stosowanie tego oznaczenia jest niezbędne dla inżynierów i techników zajmujących się projektowaniem oraz wytwarzaniem elementów maszyn i urządzeń.