Pytanie 1
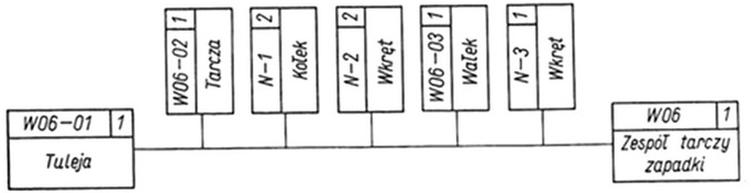
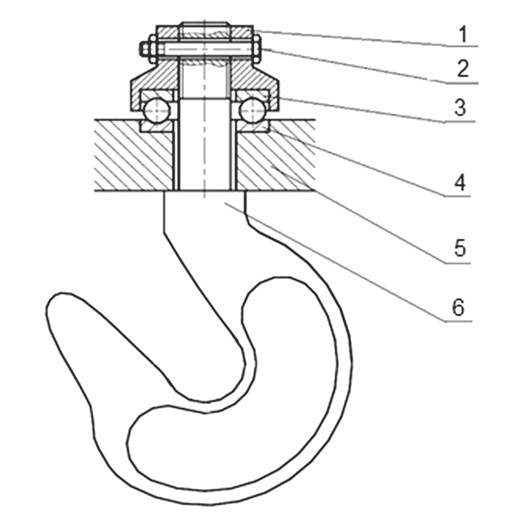
Elementy zespołu haka przedstawionego na rysunku montowane są w kolejności:
A. 6,5,1,4,3,2
B. 4,5,6,3,1,2
C. 6,5,1,3,4,2
D. 6,5,1,2,3,4
Poprawna odpowiedź to 4,5,6,3,1,2. Analizując rysunek techniczny, można zauważyć, że element numer 6, będący hakiem, jest kluczowym elementem, który powinien zostać zamontowany jako pierwszy. Hak stanowi podstawę dla dalszych elementów, dlatego jego odpowiednie zamocowanie jest niezbędne dla bezpieczeństwa i stabilności całej konstrukcji. Następnie element 5, trzpień, przechodzi przez hak, co pozwala na jego prawidłowe osadzenie. Element 4, nakrętka, jest istotny, ponieważ zabezpiecza trzpień w miejscu mocowania. Przed nałożeniem nakrętki, należy umieścić podkładkę (element 3), co jest zgodne z najlepszymi praktykami montażowymi, zapewniającym równomierne rozłożenie sił. Elementy 1 i 2, śruba oraz nakrętka zabezpieczająca, są montowane na końcu, co również jest zgodne z zaleceniami standardów branżowych, by zapewnić solidność i integralność zespołu. Prawidłowy montaż jest kluczowy w przypadku elementów nośnych, dlatego znajomość kolejności montażu jest niezbędna w pracy inżyniera czy technika. Przestrzeganie tej sekwencji montażu zwiększa bezpieczeństwo oraz niezawodność używanych konstrukcji.