Pytanie 1
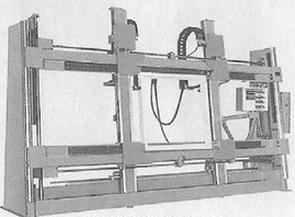
Przedstawiony na ilustracji element obrabiarki służy do

A. rozpierania piłowanego materiału.
B. dociskania obrabianego materiału.
C. ustalania głębokości wiercenia.
D. zmniejszania wibracji narzędzia skrawającego.
Element przedstawiony na ilustracji to przyrząd do dociskania obrabianego materiału, odgrywający kluczową rolę w procesie obróbki skrawaniem. Jego głównym zadaniem jest stabilizacja obrabianego przedmiotu, co zapewnia jego nieruchomość podczas operacji skrawania. Dzięki temu narzędzia skrawające mogą działać efektywnie, co przekłada się na dokładność wymiarową oraz jakość wykończenia powierzchni. W praktyce, imadła maszynowe oraz inne urządzenia mocujące są szeroko stosowane w warsztatach mechanicznych oraz na liniach produkcyjnych, gdzie precyzja jest kluczowa. Użycie tego elementu pozwala unikać drgań i przemieszczania się materiału, co mogłoby prowadzić do uszkodzenia narzędzia lub błędów w wymiarach gotowego produktu. Standardy branżowe, takie jak ISO 2768, podkreślają konieczność zapewnienia stabilności obrabianych elementów, co potwierdza znaczenie omawianego przyrządu w kontekście bezpieczeństwa i jakości procesów obróbczych.