Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 31/40 punktów (77,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
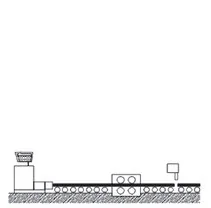
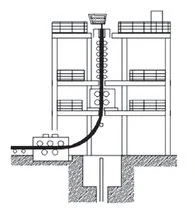
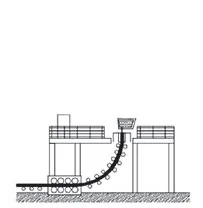
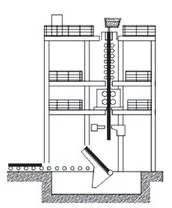
Na którym rysunku przedstawiono schemat działania urządzenia do poziomego odlewania ciągłego?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który rodzaj przenośnika, stosowanego do transportowania nagrzanego wsadu, przedstawiono na rysunku?

Jaki dodatek technologiczny wykorzystuje się w procesie przetwarzania rudy miedzi?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli zalecany zakres temperatur wyciskania stopu AlCu4Mg2.
| Parametry procesu wyciskania stopów aluminium | ||
|---|---|---|
| Gatunek stopu | Średnica pojemnika mm | Temperatura wyciskania °C |
| AlMgSi | 155÷500 | 480÷500 |
| AlMg1SiCu | ||
| AlCu4Mg4 | 155÷1200 | 350÷480 |
| AlCu4Mg2 | ||
| AlCu2Mg | ||
| AlMg2 | 155÷500 | 450÷520 |
| AlMg3 | ||
| AlMg5 | 155÷1200 | 400÷450 |
Które urządzenie jest używane do kontroli jakości powierzchni walcowanych blach stalowych?
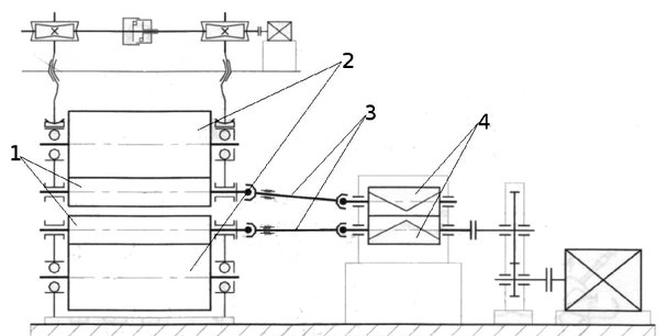
Który typ walcarki przedstawiono na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
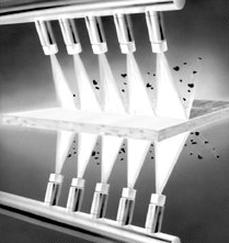
Które urządzenie do nagrzewania wyrobów w procesie obróbki cieplnej przedstawiono na fotografii?

Na podstawie danych w tabeli, określ jaki rodzaj czynności konserwacyjno-naprawczych należy zaplanować po przekroczeniu 15 000 roboczogodzin pracy kuźniarki.
| Czynności konserwacyjno-naprawcze | Czas pracy maszyny w roboczogodzinach | ||
|---|---|---|---|
| prasa | tokarka | kuźniarka | |
| Przegląd techniczny | 1 500 | 1 330 | 1 415 |
| Naprawa bieżąca | 3 000 | 2 660 | 2 830 |
| Naprawa średnia | 9 000 | 8 000 | 8 500 |
| Naprawa główna | 18 000 | 24 000 | 17 000 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z wymienionych materiałów metalowych, opisanych symbolami alfanumerycznymi, jest odpowiedni do kucia na gorąco?
Na schemacie walcarki walce oporowe oznaczono na rysunku cyfrą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Temperatura wody w układzie zamkniętym chłodzenia wzbudnika pieca indukcyjnego nie powinna przekroczyć 85°C. Określ na podstawie rysunku, o ile stopni maksymalnie może wzrosnąć temperatura czynnika chłodzącego do bezpiecznego poziomu.

Jaką substancję należy wykorzystać w procesie trawienia blach stalowych przed walcowaniem na zimno?
Określ na podstawie tabeli, w jakim zakresie temperatur należy prowadzić wyżarzanie rekrystalizujące mosiądzu.
| Lp. | Materiał | Temperatura, °C | ||
|---|---|---|---|---|
| odprężania | rekrystalizacji | wyżarzania rekrystalizującego | ||
| 1. | Miedź | 300 | 180 ÷ 230 | 500 ÷ 700 |
| 2. | Mosiądz (67% Cu) | 270 ÷ 290 | 350 ÷ 370 | 550 ÷ 600 |
| 3. | Stal (0,1% C) | 400 ÷ 450 | 500 ÷ 520 | 600 ÷ 700 |
| 4. | Nikiel | 400 | 550 | 780 ÷ 850 |
Jakie z wymienionych produktów są tworzone z rozpylanych proszków niskowęglowej stali niestopowej?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na którym rysunku przedstawiono wyroby wykonane metodą tłoczenia?




Jakie czynności związane z obsługą i konserwacją należy wykonać przed rozpoczęciem pracy oporowego pieca komorowego?
Który z poniższych półwyrobów jest używany jako surowiec do produkcji rur zgrzewanych?
Który rodzaj procesu stosowanego podczas produkcji blach grubych przedstawia rysunek?
Ile stearynianu cynku należy dodać do 1 250 kg proszku żelaza, jeżeli środek poślizgowy powinien wynosić
0,3 ÷ 0,6% wagi proszku?
Określ na podstawie tabeli minerał występujący w rudach miedzi o najwyższej zawartości tego pierwiastka.
| Minerały miedzi | |||
|---|---|---|---|
| Nazwa | Związek chemiczny | Barwa | % Cu |
| Chalkozyn | Cu₂S | ciemnoszara | 79,8 |
| Kowelin | CuS | niebieska | 66,5 |
| Digenit | Cu₉S₅ | szaroniebieska | 78,1 |
| Bornit | Cu₅FeS₄ | miedziano-czarna | 63,3 |
| Chalkopiryt | CuFeS₂ | mosiężno-żółta | 34,6 |
| Kupryt | Cu₂O | czerwona | 88,2 |
| Tenorvt | CuO | czarna | 79,9 |
| Azuryt | Cu₃[(OH)CO₃]₂ | ciemno-niebieska | 55,3 |
Podczas produkcji tulei rurowych wykorzystuje się proces walcowania
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaki materiał powinno się wykorzystać w procesie brunacenia, aby na drucie stalowym powstała powłoka podsmarowa Fe(OH)3, która ułatwia ciągnienie?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie testy powinny być wykonane, aby zweryfikować, czy produkt osiąga wymaganą wytrzymałość Rm po obróbce plastycznej?
Jaki proces cieplny powinno się przeprowadzić po obróbce plastycznej na zimno, aby zlikwidować zmagazynowaną energię deformacji?
Określ na podstawie tabeli zamienników smarów i olejów do walcarki mechanicznej MRM 1250, jakim olejem można zastąpić smar Energrease GP 2 podczas prac związanych z konserwacją urządzenia.
| Tabela zamienników smarów i olejów do walcarki mechanicznej MRM 1 250 | ||
|---|---|---|
| Producent | Smar | Olej |
| MOBIL | Kup Grease 2 | Mobil Gear 629 |
| BP | Energrease GP 2 | Energol GR 150 |
| SHELL | Livona 2 | Omala Oil 150 |
| CASTROL | Helvium 2 | Alpha SP 150 |
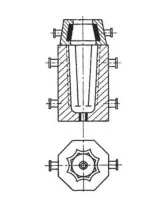
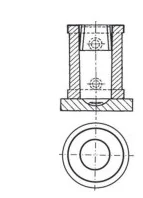
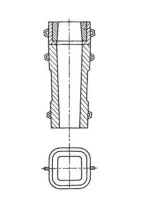
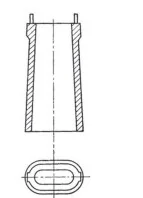
Określ na podstawie rysunków, którą wlewnicę należy zastosować aby otrzymać wlewek o przekroju kwadratowym.
W tabeli podano wynik analizy składu chemicznego próbki, pobranej w trakcie wytopu 500 kg stali.
Ile molibdenu należy wprowadzić do pieca, aby zwiększyć zawartość tego pierwiastka do 3%?
| Zawartość pierwiastka, % cz. wag. | ||||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Mo | |
| 0,04 | 0,30 | 0,33 | 0,011 | 0,010 | 23,05 | 6,1 | 1,8 | |
Określ na podstawie tabeli zamienników smarów i olejów do walcarki mechanicznej MRM 1250, jaki olej może zastąpić smar Livona 2, podczas prac związanych z konserwacją urządzenia.
| Tabela zamienników smarów i olejów do walcarki mechanicznej MRM 1250 | ||
|---|---|---|
| Producent | Smar | Olej |
| MOBIL | Kup Grease 2 | Mobil Gear 629 |
| BP | Energrease GP 2 | Energol GR 150 |
| SHELL | Livona 2 | Omala Oil 150 |
| CASTROL | Helvium 2 | Alpha SP 150 |