Pytanie 1
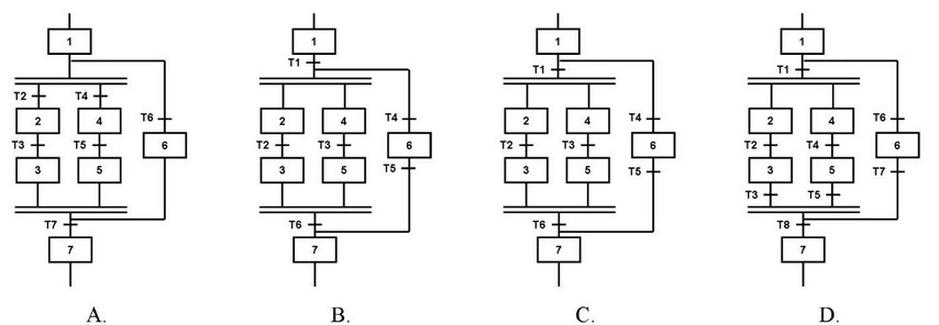
Który z programów dla sterownika zapewni zgodność działania układu elektropneumatycznego i pneumatycznego?
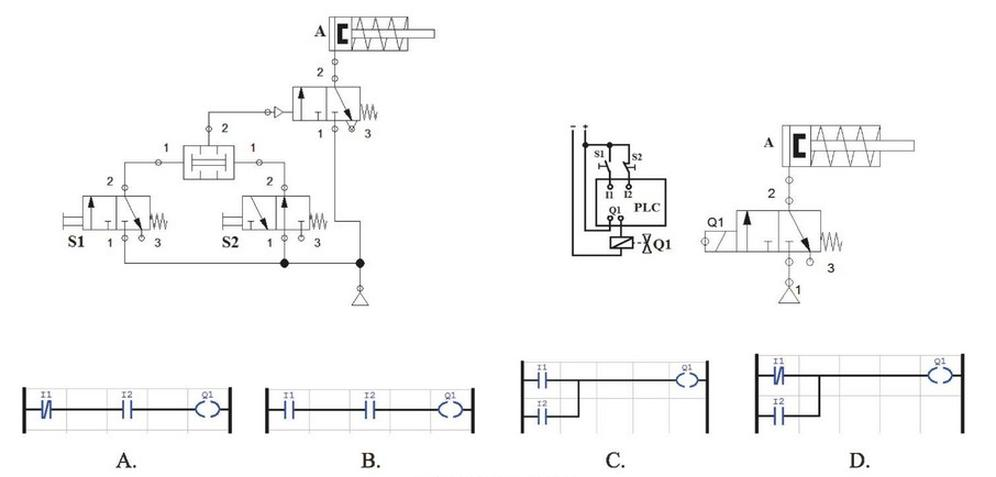
A. A.
B. D.
C. C.
D. B.
Odpowiedź B jest prawidłowa, ponieważ w pełni odzwierciedla zasadnicze połączenie układów elektropneumatycznych i pneumatycznych za pomocą schematu, w którym sygnały sterujące z przycisków S1 i S2 są przekazywane do sterownika PLC. Taki sterownik pełni kluczową rolę w interpretacji sygnałów i odpowiednim zarządzaniu elektrozaworami, co umożliwia precyzyjne sterowanie siłownikami pneumatycznymi. Praktyczne zastosowanie tego rozwiązania można zaobserwować w automatyzacji procesów produkcyjnych, gdzie odpowiednia synchronizacja działania układów pneumatycznych z systemami elektrycznymi jest kluczowa dla efektywności i bezpieczeństwa operacji. Stosowanie sterowników PLC zgodnie z branżowymi standardami, jak na przykład IEC 61131, zapewnia nie tylko niezawodność, ale również możliwość łatwego dostosowania do zmieniających się wymagań produkcyjnych. W kontekście modernizacji istniejących systemów, integracja elektropneumatyki z pneumatyka staje się niezbędna, co czyni tę odpowiedź szczególnie istotną w dzisiejszym przemyśle.