Pytanie 1
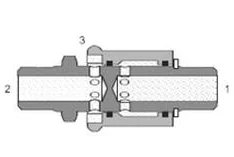
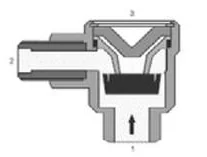
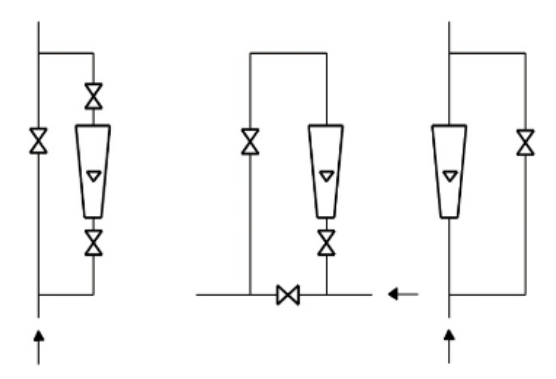
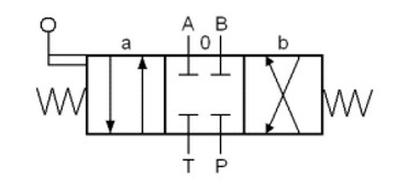
Przyłącze T zaworu hydraulicznego przedstawionego na rysunku należy podłączyć do
A. siłownika jednostronnego działania.
B. siłownika dwustronnego działania.
C. zbiornika oleju.
D. pompy.
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
Przyłącze T w zaworze hydraulicznym to naprawdę ważny element w systemach hydraulicznych. Jego główne zadanie to odprowadzanie oleju z powrotem do zbiornika, co jest kluczowe dla prawidłowego działania całego układu. Kiedy zawór jest w pozycji neutralnej, olej nie zasila siłowników, więc nadmiar musi wrócić do zbiornika, żeby uniknąć zbyt dużego ciśnienia. Widziałem to na budowie, gdzie koparki i dźwigi używają takich rozwiązań, żeby wszystko działało stabilnie i bezpiecznie. Jeśli przyłącze T jest źle podłączone, może to prowadzić do uszkodzenia hydrauliki, więc naprawdę warto trzymać się dobrych praktyk i standardów, jak choćby ISO 4413, które regulują te kwestie.
Przyłącze T w zaworze hydraulicznym to naprawdę ważny element w systemach hydraulicznych. Jego główne zadanie to odprowadzanie oleju z powrotem do zbiornika, co jest kluczowe dla prawidłowego działania całego układu. Kiedy zawór jest w pozycji neutralnej, olej nie zasila siłowników, więc nadmiar musi wrócić do zbiornika, żeby uniknąć zbyt dużego ciśnienia. Widziałem to na budowie, gdzie koparki i dźwigi używają takich rozwiązań, żeby wszystko działało stabilnie i bezpiecznie. Jeśli przyłącze T jest źle podłączone, może to prowadzić do uszkodzenia hydrauliki, więc naprawdę warto trzymać się dobrych praktyk i standardów, jak choćby ISO 4413, które regulują te kwestie.