Pytanie 1
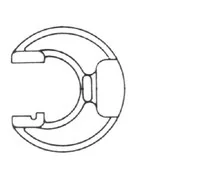
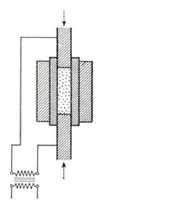
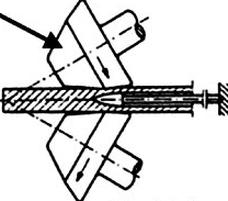
Jak nazywana jest wada odkuwki matrycowej przedstawiona na rysunku?
A. Mimośrodowość.
B. Przesadzenie.
C. Niedokucie.
D. Podłam.
Przesadzenie to wada odkuwki, która polega na przemieszczeniu się jednej części odkuwki względem drugiej, co skutkuje niezgodnością osi części odkuwki. W praktyce oznacza to, że elementy, które powinny być ze sobą współosiowe, nie są prawidłowo wyrównane, co prowadzi do problemów z funkcjonalnością finalnego produktu. Takie wady mogą mieć poważne konsekwencje w zastosowaniach inżynieryjnych, gdzie precyzja i dokładność są kluczowe, na przykład w branży motoryzacyjnej czy lotniczej. Aby zminimalizować ryzyko wystąpienia przesadzenia, należy stosować odpowiednie techniki kontrolne, takie jak pomiar szczelin i użycie narzędzi kalibracyjnych. Zgodnie z normami branżowymi, monitorowanie procesów odkuwania powinno być wdrożone jako stała praktyka w celu zapewnienia powtarzalności i wysokiej jakości odkuwek.