Pytanie 1
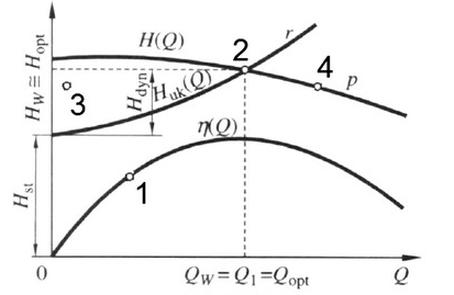
Punkt charakteryzujący prawidłowo pracującą pompę jest oznaczony na przedstawionym wykresie numerem.
Dane z pomiarów kontrolnych czterech pomp ujęto na wykresie: wydajność Q, wysokość podnoszenia H.
A. 3
B. 2
C. 4
D. 1
Wybór niepoprawnej odpowiedzi może wynikać z niepełnego zrozumienia zasad działania pomp oraz sposobu interpretacji wykresów charakterystyk. Wiele osób może mylnie zakładać, że punkty znajdujące się na wykresie, takie jak 1, 3 czy 4, również mogą reprezentować prawidłową pracę pompy. Jednakże, te punkty są mniej efektywne i nie osiągają optymalnej sprawności. Na przykład, punkt 1, mimo iż może wydawać się korzystny, leży na krzywej w obszarze o niższej sprawności. Użytkownicy mogą również popełnić błąd, zakładając, że wyższa wydajność zawsze przekłada się na wyższą sprawność, co jest nieprawdziwe w kontekście charakterystyki pracy pomp. Kluczowym błędem jest zatem brak znajomości zależności między wydajnością a sprawnością, co prowadzi do wyboru punktów, które nie są zgodne z zasadami optymalizacji. Warto zrozumieć, że pompy powinny pracować w punkcie, gdzie ich sprawność jest maksymalna, co w praktyce przekłada się na efektywność energetyczną i długoterminowe oszczędności. Dlatego ważne jest, aby przy interpretacji wykresów kierować się wiedzą o charakterystyce pracy urządzeń oraz standardami efektywności energetycznej, co jest szczególnie istotne w kontekście nowoczesnych systemów inżynieryjnych.