Pytanie 1
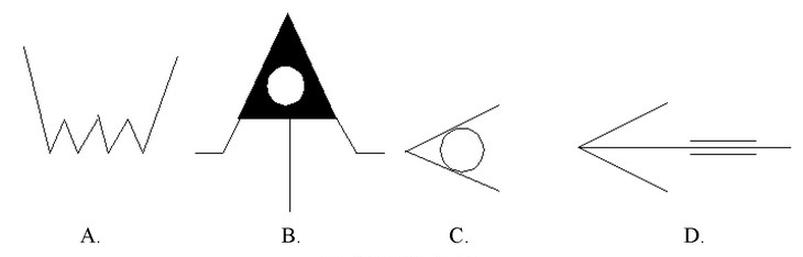
Pokazany na rysunku piktogram przycisku pulpitu sterowniczego obrabiarki CNC służy do

A. uruchamiania ręcznego trybu pracy.
B. uruchamiania pojedynczego bloku programu.
C. wyboru automatycznego ciągłego trybu pracy.
D. najazdu na punkt referencyjny.
Odpowiedź jest prawidłowa, ponieważ piktogram przedstawia symbol "Jog", który jest kluczowym elementem w obsłudze obrabiarek CNC. Umożliwia on operatorowi ręczne przemieszczanie narzędzia lub stołu maszyny w precyzyjny sposób, co jest niezwykle istotne w procesach produkcyjnych wymagających wysokiej dokładności. W praktyce, tryb ręcznego pozycjonowania jest często wykorzystywany do ustawiania narzędzi w odpowiedniej pozycji przed rozpoczęciem właściwego cyklu obróbczego. Dzięki tej funkcji operator może dokładnie ustawić narzędzie na zadanym punkcie, co minimalizuje ryzyko błędów związanych z niewłaściwym ustawieniem oraz poprawia jakość wyrobu. W branży CNC standardem jest zapewnienie operatorom narzędzi, które pozwalają na elastyczne i precyzyjne manipulowanie pozycją narzędzi, co nie tylko zwiększa efektywność, ale również bezpieczeństwo pracy. Warto również pamiętać, że umiejętność korzystania z trybu "Jog" jest jedną z podstawowych kompetencji każdego operatora CNC, co pozwala na efektywne zarządzanie procesami obróbczymi oraz szybką reakcję na ewentualne problemy.