Pytanie 1
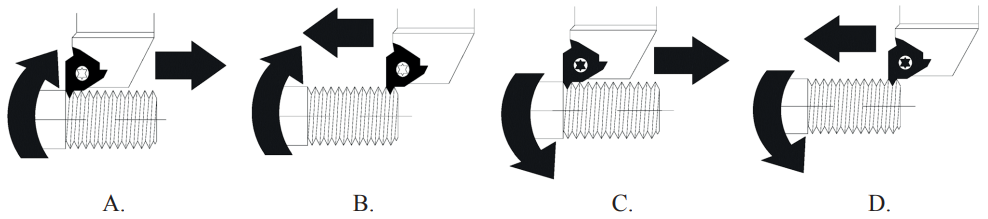
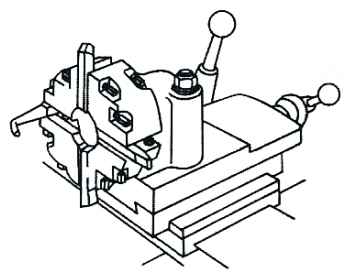
Na rysunku przedstawiono zabieg

A. przecinania.
B. gwintowania.
C. toczenia.
D. wiercenia.
Odpowiedzi inne niż "gwintowania" wskazują na nieporozumienie dotyczące procesów obróbczych. Wiercenie, toczenie oraz przecinanie to różne techniki obróbcze, które różnią się zasadniczo od gwintowania. Wiercenie polega na wytwarzaniu otworów w materiałach, co jest kluczowe w przypadku, gdy wymagana jest większa średnica otworu lub montaż elementów. Toczenie z kolei, to proces, w którym materiał obrabiany jest na obrabiarce skrawającej, co pozwala na uzyskanie precyzyjnych kształtów cylindrycznych, ale nie produkuje gwintów. Przecinanie odnosi się do procesu oddzielania lub kształtowania materiału, jednak nie tworzy gwintów, a zamiast tego polega na zastosowaniu narzędzi tnących. Często błędnie zakłada się, że te techniki mogą być stosowane zamiennie, co prowadzi do nieprawidłowych wniosków. Zrozumienie różnic między tymi procesami jest kluczowe dla skutecznej obróbki materiałów oraz zapewnienia odpowiedniej funkcjonalności końcowych produktów. W praktyce, nieprawidłowe zrozumienie tych procesów może skutkować poważnymi błędami konstrukcyjnymi oraz obniżeniem jakości wyrobów.