Pytanie 1
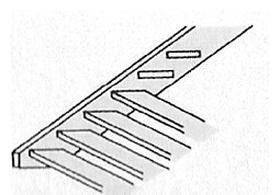
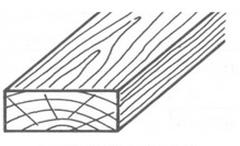
Przedstawiony na rysunku sortyment tarcicy to
A. listwa.
B. bal.
C. deska.
D. deseczka.
Deska, jako właściwy sortyment tarcicy, charakteryzuje się prostokątnym przekrojem i stosunkowo dużą długością w porównaniu do szerokości oraz wysokości. W praktyce budowlanej i stolarskiej deski są powszechnie wykorzystywane do produkcji mebli, podłóg oraz konstrukcji drewnianych. W zależności od zastosowania, deski mogą być wykonane z różnych gatunków drewna, co wpływa na ich właściwości mechaniczne oraz estetyczne. Standardy branżowe, takie jak PN-EN 14081, dotyczące klasyfikacji drewna, wskazują na parametry, jakie muszą spełniać deski, aby mogły być używane w budownictwie. Warto również zwrócić uwagę na to, że deski są często poddawane obróbce, takiej jak szlifowanie czy impregnacja, co zwiększa ich trwałość i odporność na warunki atmosferyczne. Dlatego zrozumienie właściwości desek oraz umiejętność ich klasyfikacji jest kluczowe dla profesjonalistów w branży budowlanej.