Pytanie 1
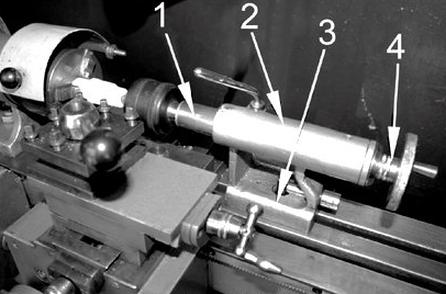
Elementem budowy frezarki wskazanym na ilustracji strzałką jest

A. wrzeciennik.
B. podtrzymka.
C. prowadnica.
D. wspornik.
Wrzeciennik, wskazany na ilustracji, jest kluczowym elementem frezarki, pełniącym funkcję obracania narzędzia tnącego, co jest niezbędne do efektywnego wykonywania obróbki materiałów. Jego lokalizacja w górnej części maszyny zapewnia odpowiednią dynamikę oraz stabilność podczas pracy. Wrzeciennik może być zbudowany z różnych materiałów, w zależności od specyfiki obróbki i wymagań dotyczących precyzji. Na przykład, w frezarkach CNC, wrzeciennik jest często wyposażony w system chłodzenia, co jest standardem w branży, aby zminimalizować przegrzewanie się narzędzi i zwiększyć ich żywotność. Regularne utrzymanie wrzeciennika oraz jego precyzyjne ustawienia są kluczowe dla uzyskania wysokiej jakości powierzchni obrabianych oraz dokładności wymiarowej. W praktyce, zrozumienie roli wrzeciennika oraz jego wpływu na cały proces obróbczy pozwala operatorom na lepsze zarządzanie parametrami pracy, co przekłada się na zwiększenie efektywności produkcji.