Pytanie 1
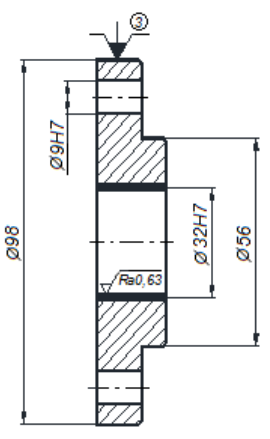
Współosiowość otworu względem zewnętrznej powierzchni walcowej w obiekcie typu tarcza (otwór wykonany gotowo, zewnętrzna powierzchnia obrobiona zgrubnie) umożliwia ustalenie i zamocowanie obiektu podczas wykańczania zewnętrznej powierzchni
A. w uchwycie dwuszczękowym
B. w uchwycie tulejkowym
C. w uchwycie trójszczękowym samocentrującym
D. na trzpieniu
Mocowanie przedmiotów obrabianych w uchwytach trójszczękowych samocentrujących, uchwytach tulejkowych czy uchwytach dwuszczękowych, mimo że są powszechnie stosowane w obróbce, nie jest w tym przypadku odpowiednim rozwiązaniem. Uchwyty trójszczękowe są świetne do mocowania elementów o symetrii obrotowej, jednak w przypadku otworów współosiowych mogą wystąpić problemy z centrowaniem, zwłaszcza przy dużych średnicach tarcz. W takich sytuacjach, niewłaściwe ustalenie detalu może prowadzić do drgań, co negatywnie wpływa na jakość obrabianej powierzchni. Uchwyty tulejkowe, chociaż zapewniają dobre trzymanie, nie są wystarczająco precyzyjne dla detali wymagających wysokiej dokładności. Z kolei uchwyty dwuszczękowe, mimo że mogą być efektywne do prostych detali, często nie zapewniają stabilności potrzebnej do obróbki wykańczającej w przypadku tarczy. Stosowanie tych typów mocowania może prowadzić do błędów w wymiarowaniu oraz nierównomiernego zużycia narzędzi, co jest sprzeczne z najlepszymi praktykami w branży. Warto zaznaczyć, że wybór metody mocowania powinien być podyktowany zarówno geometrią detalu, jak i wymaganiami procesu obróbki.