Pytanie 1
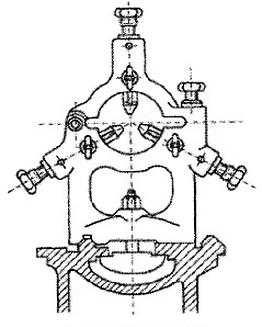
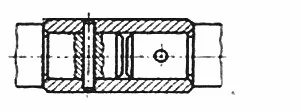
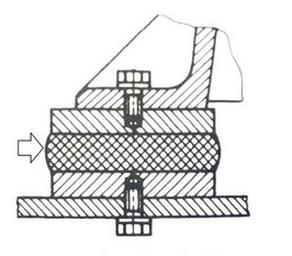
Na rysunku przedstawiono sprzęgło
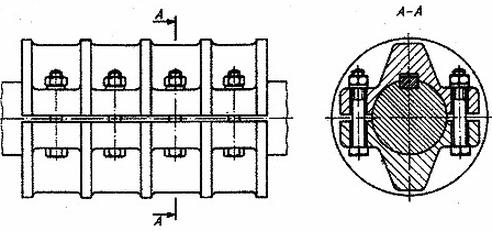
A. łubkowe.
B. tulejowe.
C. kłowe.
D. tarczowe.
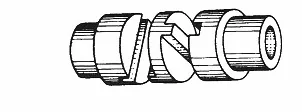
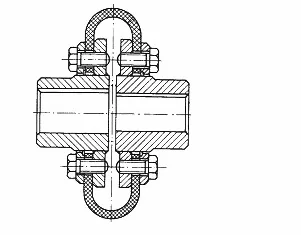
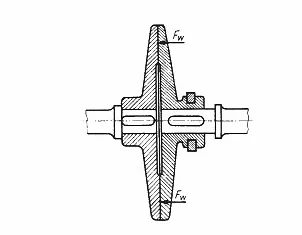
Odpowiedzi, które wskazują na inne rodzaje sprzęgieł, mogą wynikać z nieporozumienia dotyczącego ich budowy i zastosowania. Sprzęgło tulejowe, na przykład, to inny typ sprzęgła, który różni się konstrukcją – składa się z tulei, która łączy dwa wały i umożliwia ich wzajemne przesunięcie. Takie rozwiązanie jest stosowane w sytuacjach, kiedy konieczne jest minimalizowanie wibracji oraz kompensowanie niewielkich przemieszczeń między wałami, co jest zupełnie innym zastosowaniem niż w przypadku sprzęgła łubkowego, które jest bardziej sztywne i przeznaczone do przenoszenia większych obciążeń. Przy wyborze sprzęgła kłowego, można pomylić je z łubkowym, jednak sprzęgło kłowe jest przeznaczone głównie do połączenia wałów o zębatych końcach, co nie jest przedstawione na rysunku. Z kolei sprzęgło tarczowe charakteryzuje się inną zasadą działania, gdyż jego elementy ścierne są umieszczane w układzie tarczowym, co zapewnia płynniejsze połączenie, ale nie jest to odpowiednia klasyfikacja dla sprzęgła łubkowego. Takie nieścisłości mogą prowadzić do błędnych wniosków w kontekście doboru sprzęgieł do konkretnych aplikacji, co jest kluczowe dla efektywności i bezpieczeństwa w pracy systemów mechanicznych.