Pytanie 1
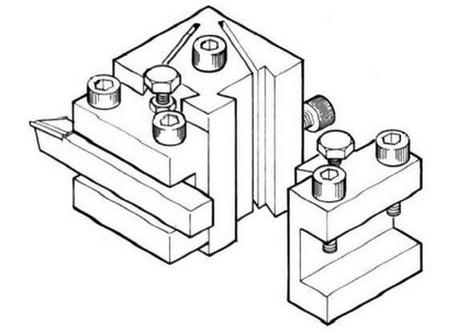
Zdjęcie przedstawia

A. oprawkę wiertarską szybkomocującą.
B. trzpień frezarski uniwersalny.
C. trzpień frezarski nasadzany.
D. uchwyt zaciskowy do tulejek.
Wybór nieprawidłowej odpowiedzi może wynikać z mylnej interpretacji budowy elementów mocujących narzędzia skrawające. Uchwyt zaciskowy do tulejek, który mógł wydawać się odpowiednią odpowiedzią, jest tak naprawdę przeznaczony do mocowania narzędzi o różnych średnicach w bardziej uniwersalny sposób, ale nie ma cech charakterystycznych, które definiują trzpień frezarski uniwersalny. Z kolei trzpień frezarski nasadzany jest elementem, który również służy do mocowania narzędzi, lecz nie jest uniwersalny i nie posiada cech, które pozwalałyby na jego stosowanie w różnych typach frezarskich. Oprawka wiertarska szybkomocująca, choć również używana w obróbce, służy głównie do wierteł, co czyni ją nieodpowiednią w kontekście mocowania narzędzi frezarskich. Powszechnym błędem jest mylenie tych elementów z racji ich wspólnego zastosowania w maszynach, jednak każdy z nich ma swoją specyfikę i dedykowane zastosowanie. Kluczowe jest zrozumienie, że właściwe dobranie narzędzi do procesu obróbczo-skrawającego wymaga znajomości ich konstrukcji oraz przeznaczenia, co jest zgodne z najlepszymi praktykami w branży metalowej. Ostatecznie, decyzje o wyborze konkretnego elementu powinny być podejmowane na podstawie ich funkcji i charakterystyki, a nie tylko ogólnych podobieństw.