Pytanie 1
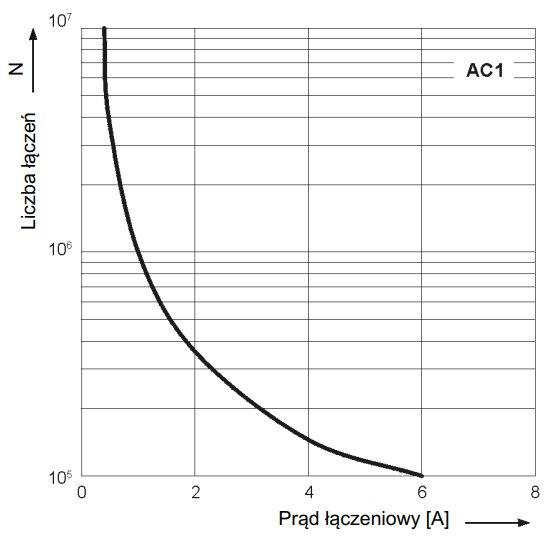
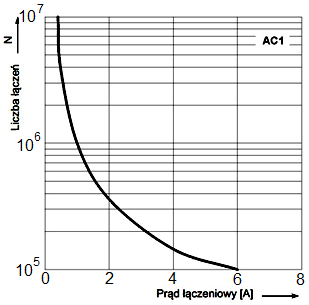
W dokumentacji techniczno-ruchowej producent umieścił charakterystykę trwałości łączeniowej w funkcji prądu obciążenia styków przekaźnika. Ile wynosi liczba łączeń przekaźnika dla prądu łączeniowego równego 3 A?
A. N = 1·10^5
B. N = 2·10^6
C. N = 1·10^6
D. N = 2·10^5
Dobrze rozpoznałeś właściwą odpowiedź, bo dla prądu łączeniowego 3 A z wykresu trwałości łączeniowej przekaźnika można odczytać liczbę łączeń na poziomie około 2·10^5. To akurat bardzo typowa wartość dla przekaźników w kategorii AC1, gdzie prąd obciążenia nie przekracza wartości nominalnych, a obciążenie ma charakter rezystancyjny. W praktyce, projektując układy automatyki czy sterowania, inżynier zawsze powinien sprawdzać w dokumentacji producenta, jaka będzie trwałość przekaźnika dla spodziewanego prądu pracy. Pozwala to uniknąć sytuacji, w której urządzenie wymaga serwisowania częściej, niż wynikałoby to z oczekiwań. Moim zdaniem takie wykresy, choć teoretyczne, mają naprawdę spore znaczenie przy doborze elementów — można lepiej oszacować koszty eksploatacyjne czy ryzyko awarii. Warto też pamiętać, że normy, takie jak PN-EN 60947, rekomendują uwzględnianie takich charakterystyk już na etapie projektowania instalacji elektrycznych. Sam miałem kiedyś przypadek, gdzie zlekceważenie tej kwestii skończyło się częstą wymianą przekaźników w jednym z układów — tu teoria mocno przekłada się na praktykę. I jeszcze jedna sprawa: zawsze dobrze jest brać pod uwagę pewien zapas wytrzymałości, bo warunki rzeczywiste często bywają trudniejsze niż te laboratoryjne. Trwałość łączeniowa to po prostu jeden z najistotniejszych parametrów, dzięki któremu unikniemy wielu problemów eksploatacyjnych.