Pytanie 1
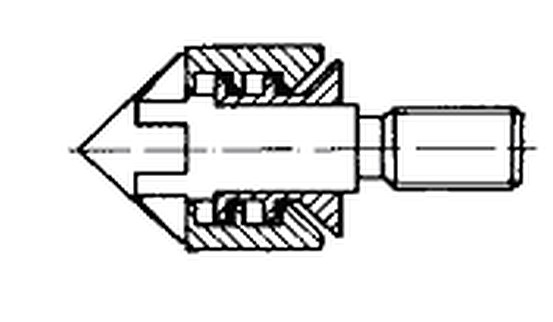
Na rysunku przedstawiono element układu plastyfikującego w postaci

A. cylindra.
B. zaworu.
C. dyszy.
D. grzałki.
Na pierwszy rzut oka można się pomylić, bo przecież układ plastyfikujący składa się z kilku różnych, równie ważnych elementów. Jednak przedstawiony na rysunku obiekt to nie jest ani dysza, ani cylinder, ani zawór – to specyficzny typ grzałki opaskowej. Dysza, choć również cylindryczna i metalowa, służy do wtryskiwania uplastycznionego tworzywa do formy i wygląda zupełnie inaczej – zazwyczaj ma zwężenie oraz otwór wylotowy. Cylinder natomiast to dużo większy element – to w nim obraca się ślimak, a jego powierzchnia jest właśnie ogrzewana przez takie grzałki jak ta na zdjęciu. Zawór zaś pełni funkcję kontroli przepływu tworzywa albo chłodziwa, ale nie przypomina prezentowanego tutaj opaski grzewczej. Typowy błąd to utożsamianie kształtu elementu z jego funkcją – nie wszystko, co okrągłe i metalowe, jest dyszą lub cylindrem. Warto zwracać uwagę na szczegóły – obecność przewodów elektrycznych i sposobu mocowania sugeruje, że mamy do czynienia z elementem grzejnym. Moim zdaniem takie pomyłki wynikają głównie z ograniczonego doświadczenia praktycznego lub braku kontaktu z prawdziwymi maszynami. W technice przetwórstwa tworzyw sztucznych każdy z tych elementów ma precyzyjnie określoną rolę i ich rozpoznanie jest podstawą bezpiecznej i efektywnej pracy – zgodnie z dobrymi praktykami branżowymi zawsze analizujemy nie tylko kształt, ale też funkcję oraz sposób montażu danego podzespołu.