Pytanie 1
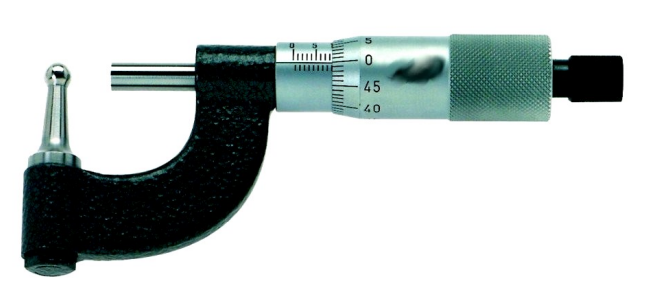
Mikrometr przedstawiony na rysunku służy do pomiaru
A. wielkości skoku gwintu.
B. grubości ścianki rury.
C. średnicy wewnętrznej otworu.
D. grubości powłoki galwanicznej.
Mikrometr widoczny na zdjęciu to jeden z podstawowych przyrządów pomiarowych używanych w warsztatach mechanicznych i laboratoriach kontroli jakości. Służy do bardzo precyzyjnego mierzenia niewielkich odcinków, szczególnie grubości ścianki różnych elementów, takich jak rury, blachy czy tuleje. Pomiar tym narzędziem odbywa się przez ściskanie mierzonego przedmiotu między kowadełkiem a wrzecionem, co gwarantuje dokładność na poziomie nawet 0,01 mm. Moim zdaniem, jeśli ktoś chce być dobrym mechanikiem czy technikiem, to musi mieć z mikrometrem do czynienia na co dzień – naprawdę nie ma lepszego sposobu na szybkie i pewne sprawdzenie grubości ścianki rury w praktyce. W branży metalowej czy instalacyjnej to wręcz standard – ciężko znaleźć poważną firmę, gdzie nie używa się mikrometru do weryfikacji zgodności wyrobu z dokumentacją techniczną. Często spotykam się z sytuacją, gdy od grubości ścianki zależy wytrzymałość konstrukcji albo szczelność połączenia, więc taki pomiar to po prostu podstawa kontroli jakości. Istotne jest, że mikrometr nie nadaje się do pomiaru średnic wewnętrznych czy długości, za to w kwestii pomiaru grubości rury jest niezastąpiony, zwłaszcza gdy chodzi o powtarzalność i precyzję pomiaru.