Pytanie 1
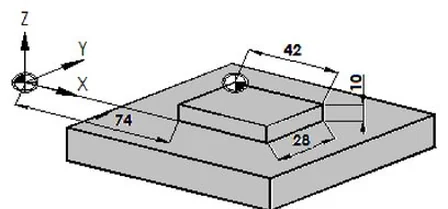
Aby zmierzyć średnicę wałka Ø28±0,01, jaka metoda pomiarowa będzie odpowiednia?
A. suwmiarka uniwersalna (0 do 140/0,02)
B. mikrometr zewnętrzny (25 do 50/0,01)
C. średnicówka mikrometryczna (25 do 30/0,01)
D. suwmiarka uniwersalna (0 do 140/0,05)
Wybór suwmiarki uniwersalnej do pomiaru średnicy wałka o wymiarach Ø28 mm z tolerancją ±0,01 mm jest niewłaściwy, ponieważ suwmiarki, mimo że mogą być wszechstronne, nie dostarczają wymaganej precyzji, szczególnie w zakresie tak małym jak 0,01 mm. Suwmiarka o dokładności 0,02 mm nie jest wystarczająca, aby zagwarantować, że pomiary będą dokładne. Tego rodzaju narzędzie ma swoje ograniczenia, szczególnie w przypadku precyzyjnych aplikacji, gdzie drobne różnice w wymiarach mogą mieć krytyczne znaczenie. Użycie suwmiarki o większej tolerancji prowadzi do ryzyka błędów pomiarowych, które mogą wpłynąć na jakość i funkcjonalność finalnych produktów. Suwmiarki są bardziej odpowiednie do pomiarów, gdzie wymagana jest mniejsza precyzja, na przykład w pomiarach ogólnych lub przy większych wymiarach. Sugerowanie użycia suwmiarki o zakresie 0 do 140 mm z dokładnością 0,05 mm również jest problematyczne, gdyż ta wersja nie spełnia wymagań precyzyjnego pomiaru w tym zakresie. Warto podkreślić, że w kontekście przemysłowym, gdzie precyzja i niezawodność są kluczowe, stosowanie narzędzi takich jak mikrometry czy średnicówki mikrometryczne jest praktyką akceptowaną w branży, co pozwala na zachowanie standardów jakości i efektywności produkcji.