Pytanie 1
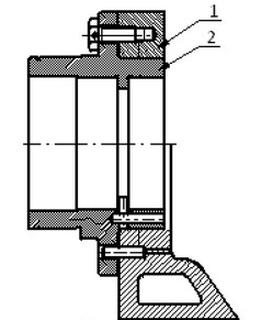
Trzpienie frezarskie są wykorzystywane do mocowania
A. urządzeń pomiarowych
B. narzędzi skrawających
C. uchwytów obróbczych
D. obiektów obrabianych
Trzpienie frezarskie pełnią ściśle określoną funkcję w procesie obróbki skrawaniem, jednak wiele osób myli ich przeznaczenie, co prowadzi do niewłaściwych wniosków dotyczących ich zastosowania. Wybór odpowiedzi sugerującej, że trzpienie mogą służyć do mocowania przyrządów pomiarowych, jest niewłaściwy, ponieważ te elementy służą przede wszystkim do stabilizacji narzędzi skrawających, a nie przyrządów, które mają na celu pomiar wymiarów czy kształtów. Z kolei odpowiedź wskazująca na mocowanie przedmiotów obrabianych jest błędna, gdyż do tego celu używa się uchwytów obróbczych, które są zaprojektowane specjalnie do trzymania detali podczas obróbki. Trzpienie nie mogą również pełnić funkcji mocowania uchwytów obróbczych, ponieważ ich rola sprowadza się do przytrzymywania narzędzi skrawających. Tego rodzaju błędy myślowe często wynikają z braku zrozumienia podstawowych zasad funkcjonowania maszyn skrawających oraz ich elementów. Kluczowe jest, aby w procesie nauki poświęcić czas na zapoznanie się z różnymi komponentami maszyn oraz ich funkcjami, co pozwala na uniknięcie nieporozumień i zapewnia lepsze zrozumienie procesów obróbczych. Warto również zaznaczyć, że znajomość standardów branżowych, takich jak normy ISO dotyczące narzędzi skrawających, jest niezbędna, aby efektywnie stosować trzpienie frezarskie w praktyce.