Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 20/40 punktów (50,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Weryfikacja połączeń nitowanych, realizowana poprzez uderzanie młotkiem w nit, ma na celu wykrycie nieprawidłowości
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wprowadzenie przewodu do zacisku, delikatne wygięcia oraz wykonanie oczka na końcu przewodu z żyłą z drutu miedzianego, realizuje się cęgami
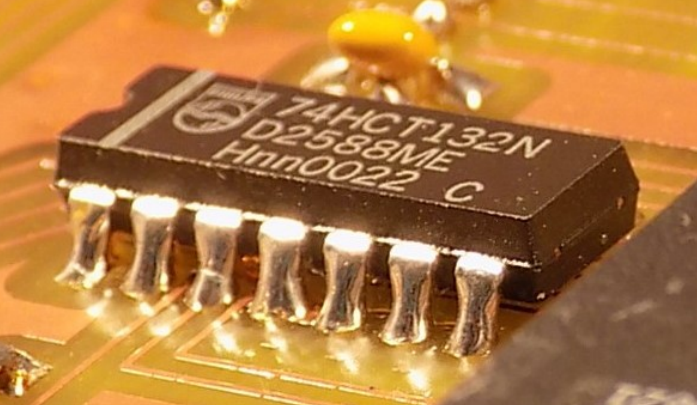
Przedstawiony na rysunku element elektroniczny należy zamontować na płytce obwodu drukowanego poprzez

W jaki sposób należy podłączyć przewody do złącz przedstawionych na fotografii?

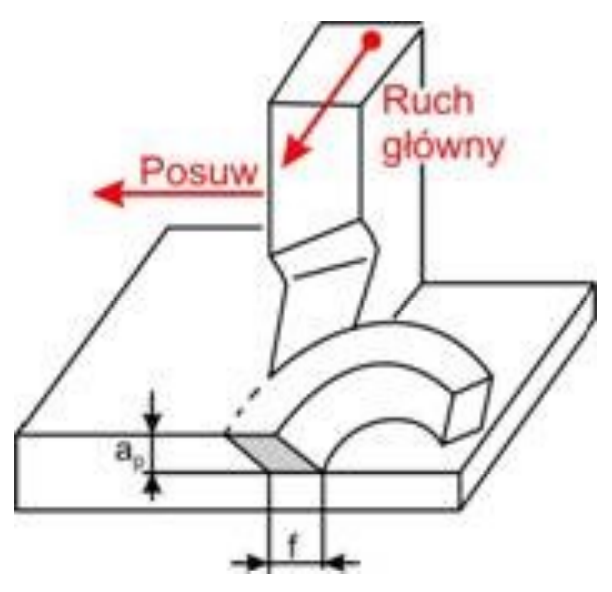
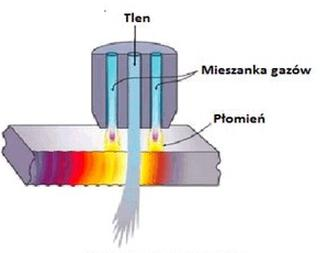
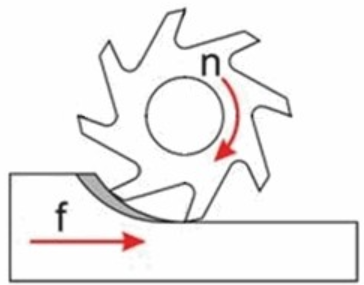
Który proces technologiczny przedstawiono na rysunku?
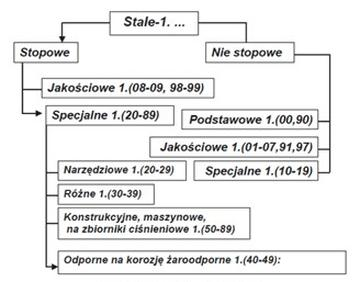
Wskaż gatunek stali, z której należy wykonać niepodatne na korozję żaroodporne ramię robota przemysłowego.
Niewielkie, drobne zarysowania na tłoczysku hydraulicznego siłownika eliminuje się za pomocą
Jaką metodę łączenia metali należy wybrać, gdy maksymalna temperatura w trakcie łączenia nie może przekroczyć 450OC?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Którego narzędzia z przedstawionych na ilustracjach należy użyć, aby wlutować elementy tak jak na rysunku?

Które z wymienionych materiałów sztucznych jest najbardziej odpowiednie do wytwarzania kół zębatych?
Elastyczny przewód elektryczny, służący do łączenia elementów systemu elektrycznego w aplikacjach mechatronicznych, powinien być
Który materiał o właściwościach podanych w tabeli należy wybrać do konstrukcji lekkiej i odpornej na odkształcenia mobilnej podstawy konstrukcyjnej urządzenia mechatronicznego?
| Gęstość ρ [g/cm3] | Granica plastyczności Re [MPa] | |
|---|---|---|
| Materiał 1. | 2,70 | 40 |
| Materiał 2. | 2,75 | 320 |
| Materiał 3. | 7,70 | 320 |
| Materiał 4. | 8,85 | 35 |
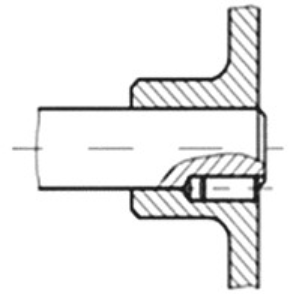
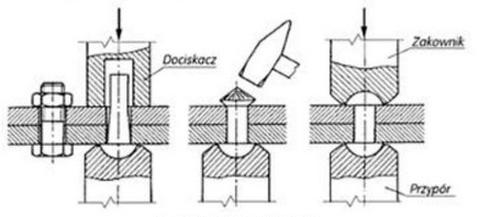
Na rysunku przedstawiono elementy połączenia

Który rodzaj obróbki wiórowej przedstawiono na rysunku?
Którego z narzędzi przedstawionych na ilustracjach należy zastosować do cięcia przewodów miedzianych, wykorzystanych do budowy instalacji hydraulicznej?

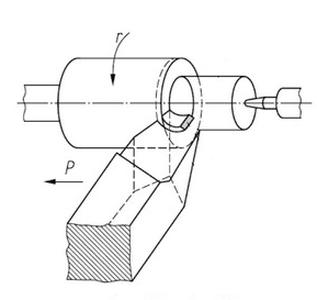
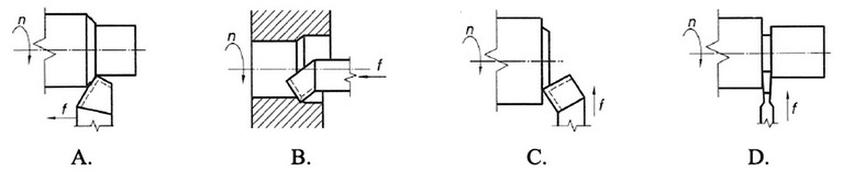
Toczenie powierzchni czołowej przedstawia ilustracja

Obróbka ręczna przedstawiona na rysunku to

Który rodzaj połączenia przedstawiono na rysunku?
Przy obróbce metalu z użyciem pilników, jakie środki ochrony osobistej są wymagane?
Jaką metodę spawania wykorzystuje się z gazem o właściwościach chemicznych aktywnych?
Które narzędzia należy zastosować podczas wymiany układu scalonego przedstawionego na rysunku?
Przedstawiony na rysunku proces to

Jakie narzędzie jest konieczne do wykonania gwintu zewnętrznego?
Toczenie powierzchni czołowej przedstawia rysunek.
Który z podanych materiałów znajduje zastosowanie w konstrukcjach spawanych?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Ilustracja przedstawia proces
Na rysunku przedstawiono proces
Jaką średnicę powinien mieć otwór, aby pomieścić nit o średnicy 2 mm?
Ilustracja przedstawia proces

Jakie metody wykorzystuje się do produkcji prętów?
Na rysunku przedstawiono frezowanie
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Której z podanych metod nie wykorzystuje się do trwałego łączenia elementów wykonanych z plastiku?
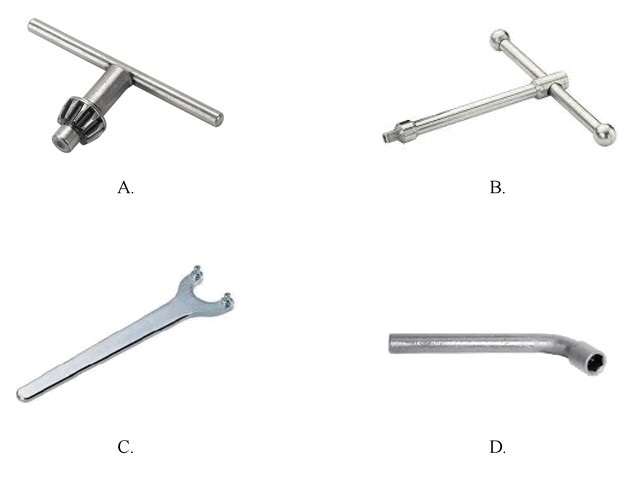
Którego klucza należy użyć do zamocowania przedmiotu w uchwycie tokarki?
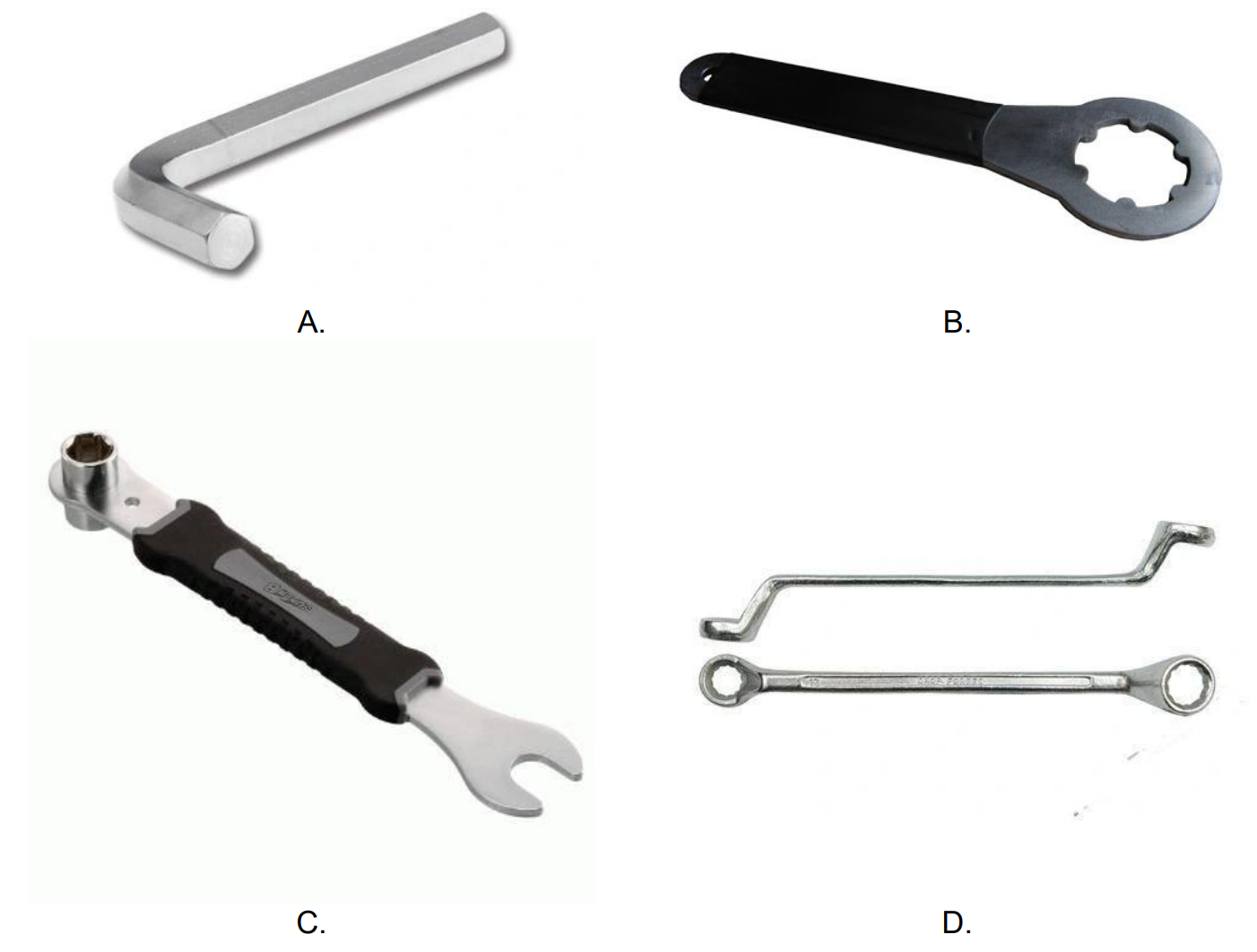
Którego z kluczy należy użyć do wykonania połączenia gwintowego śruby z gniazdem sześciokątnym?
Który z wymienionych materiałów znajduje zastosowanie w konstrukcjach spawanych?