Pytanie 1
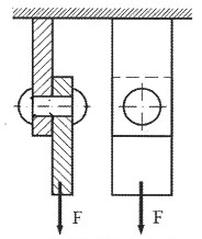
Podczas montażu mechanizmu przedstawionego na rysunku należy zwrócić szczególną uwagę, aby

A. oś nakrętki ściśle pokrywała się z osią śruby.
B. przy obracaniu śruby w obie strony występowało bicie.
C. wkręcanie i wykręcanie odbywało się skokowo.
D. nakrętka miała luzy poosiowe względem śruby.
Wybór odpowiedzi, która sugeruje, że wkręcanie i wykręcanie odbywało się skokowo, jest nieodpowiedni, ponieważ takie podejście prowadzi do poważnych problemów z precyzją w montażu. Skokowe wkręcanie i wykręcanie może powodować powstawanie luzów, co z kolei negatywnie wpływa na stabilność całego mechanizmu. Nieprzypadkowo inżynierowie zalecają stosowanie ciągłego i płynnego ruchu podczas montażu, co pozwala na minimalizację ryzyka uszkodzeń gwintów. Ponadto, luzy poosiowe, jak sugeruje jedna z opcji, są dowodem na niewłaściwe dopasowanie elementów, co może prowadzić do ich przedwczesnego zużycia. Wizualizując to na przykładzie, wyobraźmy sobie silnik, w którym niewłaściwe wycentrowanie elementów prowadzi do wibracji, co jest niepożądane w każdej aplikacji mechanicznej. Dodatkowo, bicie podczas obracania śruby wskazuje na niedoskonałość montażu lub uszkodzenie części, co jest sprzeczne z najlepszymi praktykami inżynieryjnymi. Dlatego kluczowe jest, aby przy montażu zawsze dążyć do jak najwyższej precyzji i unikać błędów prowadzących do powstawania luzów oraz nieprawidłowego wycentrowania osi.