Pytanie 1
Na ilustracji przedstawiono fragment ekranu oprogramowania typu
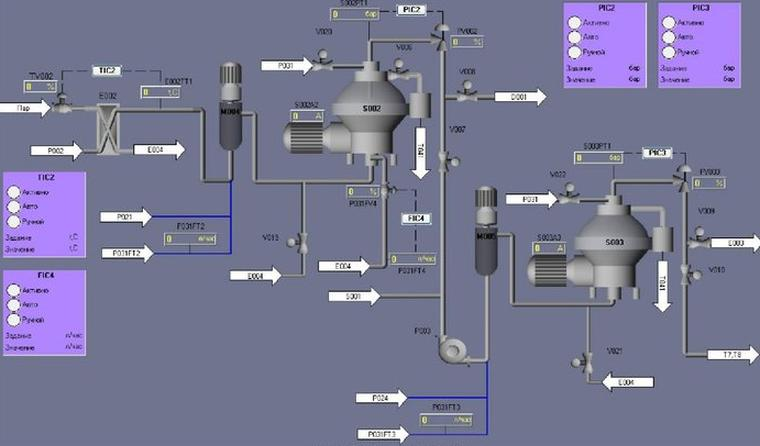
A. SCADA/HMI
B. CAE
C. MES
D. CAD/CAM
Wybór odpowiedzi związanych z CAD/CAM, MES lub CAE to błąd. Każda z tych technologii ma swoje unikalne zastosowania, które nie pasują do tego, co widzimy na ilustracji. Systemy CAD/CAM służą do projektowania i produkcji, a ich interfejsy są inne niż SCADA/HMI, bo koncentrują się na tworzeniu modeli 3D i schematów. Z kolei MES to systemy do zarządzania produkcją, które optymalizują procesy na linii i działają w czasie rzeczywistym, co już nie jest tym samym, co oferują SCADA/HMI. CAE z kolei dotyczy analiz inżynieryjnych i skupia się bardziej na obliczeniach i wynikach. Typowy błąd przy wyborze tych odpowiedzi to mylenie kontekstu użycia tych systemów. Zrozumienie, w jakich sytuacjach te technologie są stosowane, jest kluczowe, żeby dobrze interpretować ich funkcje w przemyśle. Dlatego warto dokładniej przyjrzeć się kontekstowi i charakterystyce tych systemów.